
Rolltecnica – Especialização em nicho de mercado garante êxito da companhia
O crescimento da aplicação de alumínio e ligas não ferrosas na fabricação de componentes automotivos incentiva o desenvolvimento do mercado de ferramentas policristalinas.
Nota: Prestamos, nesta edição online, homenagem ao Sr. Benedito Carlos Tancredo, fundador da empresa Rolltecnica.
Na Seção Casos de Sucesso – edição de julho da M&F – foi publicada matéria com a Rolltecnica, mas o Sr. Benedito, veio a falecer antes da publicação. Prestamos aqui todo nosso pesar e solidariedade à familia, aos amigos e aos funcionários da empresa.
A base energética da indústria automotiva é composta por derivados de petróleo, cada vez mais escassos e caros. É natural, portanto, que as indústrias busquem maneiras de aumentar a autonomia dos veículos, a fim de poupar ao máximo esses recursos, enquanto alguma alternativa não se torne viável em escala global. Com isso, muitos componentes de ferro e aço são substituídos por matérias mais leves, como as ligas de alumínio, fibras de carbono e outros materiais compósitos, pois veículos menos pesados percorrem mais quilômetros com muito menos consumo de combustíveis.
Essa tendência vem contribuindo para a aceleração do desenvolvimento da indústria de ferramentas diamantadas, muito mais eficazes na usinagem destes tipos de materiais. Um exemplo bem sucedido de empresa que atua nessa área é a Rolltecnica Indústria e Comércio de Ferramentas de Precisão Ltda. Fundada em agosto de 1979, a empresa vem, desde então, desenvolvendo e fabricando ferramentas dedicadas à aplicação nesse campo mais nobre da manufatura. Em 1992, ela expandiu a sua linha de produtos para ferramentas policristalinas de diamante (PCD) e de nitrato de boro cúbico (PCBN), passando a desenvolver também ferramentas com perfis especiais para usinagem. Com isso, abriu uma nova gama de possibilidades e soluções para a crescente indústria de componentes e autopeças produzidos em materiais mais leves e nobres. Com mais de 30 anos de experiência nesse mercado, a Rolltecnica se consolidou por fornecer produtos e serviços de qualidade e alta tecnologia, com soluções para dressagem, usinagem e afiação.
A empresa surgiu da ideia de dois funcionários da antiga empresa Clark (atualmente Eaton) da cidade de Valinhos, que lá trabalhavam com esse tipo de ferramentas. Começaram fabricando dressadores de rebolos abrasivos e também comercializando ferramentas de diamante industrial. Com a demanda promovida pelos clientes que foram conquistando, ampliaram seu portfólio de produtos para ferramentas de PCD e PCBN. Esse tipo de ferramenta é utilizado, principalmente, em operações de usinagem tanto em acabamento, quanto em desbaste de ligas leves. Por ser um material de consumo muito específico, a matéria-prima vinha, principalmente, de dois grandes fabricantes: a De Beers Diamond Jewellers e a GE – a qual, em 1941, por meio de um acordo com a Norton e a Carborundum, começou a fabricar pastilhas de diamantes sintéticos (PCD) e, posteriormente, de nitreto de boro cúbico (PCBN).
Além da venda direta a usuários finais, os negócios também se ampliaram por meio de revendas. Grandes fabricantes de ferramentas de corte costumam fazer pedidos de ferramentas especiais em PCD ou PCBN para depois repassá-las ao mercado. De acordo com Benedito Tancredo, diretor da empresa, o fato de serem grandes usuários e de produzirem rebolos abrasivos para uso próprio foi outro fator que levou a Rolltecnica a se tornar fornecedora também desse tipo de ferramenta.
Para Leandro e Juliano Torres, filhos de Tancredo, que atuam na empresa junto ao pai, o crescimento na aplicação de ferramentas de PCD e PCBN também se deve ao fato de muitas operações de retífica que costumam ser mais demoradas, embora muito precisas, começarem a ser feitas por meio do torneamento, que é uma operação muito mais rápida. Muitas peças e componentes automotivos passaram a ser endurecidos, ou seja, tratados termicamente e em seguida torneados com ferramentas policristalinas (ao invés de retificados com rebolos abrasivos ou diamantados). As ferramentas em PCBN, por exemplo, são oferecidas em geometrias que permitem grandes avanços por rotação e velocidades, às vezes até acima de 150 m/ min, mesmo em materiais de durezas na casa dos 58-60 HRC (unidade de dureza – Hardness Rockwell escala C). Como a Rolltecnica já atuava no campo do acabamento de peças duras com ferramentas para retificação, a ampliação da oferta para o fornecimento de pastilhas para torneamento em PCD e PCBN se deu de modo natural.
Apesar do aumento das alternativas para as operações de acabamento, ainda existem muitas operações em que a melhor delas é a retificação. Algumas vezes, o torneamento “duro” pode promover tensões superficiais não admissíveis a certos componentes que atuarão sob condições severas de solicitação mecânica e altíssimos valores de RPM (Rotações Por Minuto).
Para quem é leigo no assunto, e a julgar pelo formato, os rebolos abrasivos podem ser muito parecidos, contudo há diferenças sutis e importantes entre eles. Dependendo da aplicação, do resultado esperado e das características do material a ser usinado, um tipo de rebolo pode render mais que outro. Com a ajuda de Tancredo e seus filhos e mais a consulta de alguns artigos que a Manufatura em Foco fez via internet, montamos, então, um pequeno resumo sobre a aplicação de rebolos.
Componentes do rebolo
Os rebolos são, basicamente, constituídos de grãos abrasivos, uma liga aglutinante e poros vazios. O grão abrasivo atua como ferramenta de corte, removendo partículas da peça. Estas são denominadas cavacos que se alojam nos poros vazios até serem expulsos do rebolo pela ação do fluido refrigerante e da força centrífuga.
Os rebolos são utilizados em operações de desbaste, corte, retificação, afiação, polimento, rebarbação, entre outras. Diferente das demais ferramentas de corte, os rebolos são autoafiáveis. Conforme o formato ou a aplicação, podem ser chamados também de pontas montadas.
Funções dos grãos abrasivos
Quanto à forma, os rebolos são discos abrasivos de vários diâmetros e espessuras, contendo milhares de grãos abrasivos. Cada um destes grãos é realmente uma ferramenta de corte afiada. Em conjunto, os grãos executam o trabalho de remover da superfície da peça o material suficiente, conforme a finalidade do trabalho. O grão abrasivo executa seu trabalho removendo partículas da peça trabalhada.
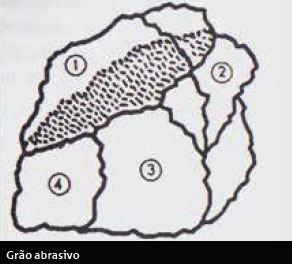
A figura ao lado apresenta esboços de uma partícula típica de grão abrasivo, mostrando prováveis linhas de clivagem que formam novas arestas de corte.
Granulometria
A análise granulométrica é feita por meio de peneiras de diferentes aberturas padronizadas internacionalmente. Cada peneira tem um número de aberturas por polegada linear denominado mesh. Logo, quanto maior o mesh, maior o número de aberturas e, consequentemente, mais fino deverá ser o grão para que passe por ela. Assim, para materiais grosseiros, usam-se peneiras de baixo mesh e para finos, usam-se peneiras com maior mesh. A representação do mesh pode ser dada apenas pelo símbolo #. Exemplo: “2 mesh” = “#2” ou “12 mesh” = “#12”. Deste modo, os grãos são classificados de acordo com seu tamanho, via peneiramento.
Tamanho do grão abrasivo
Como explicado anteriormente, a medida é feita em mesh/polegada, variando de 8 (grosseira) até 1200 mesh (ultrafina). As classes mais grosseiras são utilizadas para taxas de remoção de material mais elevadas, na retífica de peças de grande porte, materiais moles e quando a superfície de contato entre o rebolo e a peça é grande. As granulações mais finas são utilizadas quando se deseja elevada qualidade de acabamento superficial, na usinagem de materiais duros e também para pequenas áreas de contato.
Designação da classificação da granulação do abrasivo
Muito grosso: 8 a 10
Grosso: 12 a 24
Médio: 30 a 60
Fino: 70 a 120
Extrafino: 150 a 240
Pó: 280 a 600
Para uma correta aplicação de um rebolo, é preciso que se levantem algumas informações técnicas sobre o trabalho a ser executado, conforme segue:
a) Medida do rebolo e medidas acessórias para montagem
b) Velocidade do eixo da máquina
c) Velocidade periférica da peça a ser usinada e/ou do rebolo
d) Características da peça (forma, diâmetro, peso, comprimento, para o caso de retificação entre pontas)
e) Tipo do material a ser usinado (se possível composição química)
f) Especificações da Máquina
g) Características da refrigeração
h) Tratamento térmico e dureza superficial do material
i) Rugosidade exigida
j) Volume de material a ser removido
Com estes dados, é possível, então, fazer uma recomendação técnica mais adequada e definir quais as melhores dimensões em termos de: face, formato, tipo de abrasivo, granulometria, dureza, liga, variações ou modificações da liga. Os técnicos e consumidores de abrasivos podem optar por duas maneiras ao fazerem suas encomendas: fornecer as medidas e especificações dos rebolos já usados, sabendo-se que a primeira medida representa o diâmetro, a segunda, a espessura e a terceira, o furo. Sendo rebolos de formatos especiais, as medidas subsequentes serão diâmetro de rebaixo, profundidade de rebaixo, medida do fundo e medida da parede. Para facilitar, seguem algumas informações:
Classificação de rebolos
Os rebolos são reconhecidos pela notação padronizada, em que constam dados sobre as principais características:
a) Tipo do abrasivo
b) Tamanho do grão abrasivo
c) Grau do rebolo
d) Número de estrutura
e) Elemento ligante
f) Marca do fabricante
g) Desgaste do rebolo
h) Ajustagem e dressagem do rebolo
Classificação de rebolos segundo suas propriedades
Tipo do abrasivo
O tipo de abrasivo é indicado pelas letras A, C, B e D, como segue:
a) A – Óxido de Alumínio
b) C – Carbeto de Silício
c) B – Nitreto de Boro Cúbico (PCBN)
d) D – Diamante O número colocado à frente da letra identifica o tipo particular de abrasivo.
Grau do rebolo
Refere-se à resistência ao destacamento das partículas abrasivas, ou seja, à resistência à tração do ligante. A classificação do Grau do Rebolo obedece à sequência alfabética da letra E até a letra W, aumentando em dureza nessa ordem.
Dureza do rebolo
É o valor da força-resistência com o qual o material de liga retém os grãos abrasivos.
Quando a quantidade de liga é aumentada, a espessura das pontes de liga aumenta, retendo mais firmemente os grãos abrasivos e conferindo maior dureza ao rebolo.
Funções da dureza do rebolo
Dureza é a capacidade da liga e dos grãos de resistir a tensões provocadas pela operação de esmerilhagem. As tensões tendem a arrancar grãos abrasivos do rebolo, fraturando as pontes de liga e assim produzindo seu desgaste. Dependendo do tipo de liga, é a quantidade de material de sua composição que determina o grau de dureza de um rebolo, tornando-o macio ou duro. Naturalmente, quanto maior a ponte, maior será a dureza. O valor da resistência é indicado pelo símbolo do grau de dureza, que vai desde o rebolo muito macio (A) até o rebolo extraduro (Z). Segue-se, universalmente, uma ordem alfabética de A a Z, subdividida em várias classes de dureza:
A – G: dureza extramacia
H – K: dureza macia
L – O: média dureza
P – S: duro
T – Z: extraduro
Formatos
Existe uma grande variedade de formatos. Os mais utilizados e padronizados, em conformidade com as normas da ABNT – Associação Brasileira de Normas Técnicas, são demonstrados na tabela abaixo:

Faces
A face indica a geometria do perfil de trabalho de um rebolo. Na sequência, encontra-se alguma das faces mais utilizadas e padronizadas pela ABNT.

Escolha
Um rebolo é composto por duas partes: uma diamantada e a outra que constitui o corpo do rebolo em si. A parte diamantada é uma mistura de cristais superabrasivos semi-imersos em uma liga, que pode ser galvânica (eletrolítica), resinoide, metálica ou vitrificada. O copo pode ser feito no formato desejado, metálico, resina plástica com reforço não metálico ou aço, de acordo com a necessidade do cliente.
Os seguintes fatores devem ser considerados na hora da escolha:
a) Formato
b) Medidas
c) Tipo de liga (galvânica, resinoide, metálica ou vitrificada)
d) Tipo de superabrasivo (diamante ou PCBN)
e) Tamanho do grão (granulometria)
f) Concentração
Função da liga e tipos
A função determinante da liga é a retenção dos grãos abrasivos; transferir para o corpo do rebolo o calor gerado no corte, o qual não tenha sido retirado pelo próprio entorno na região de trabalho; proporcionar um desgaste ideal de modo que, ao criar espaços ao perder o grão abrasivo, não prejudique a formação e saída dos cavacos, possibilitando um bom desempenho do rebolo.
Rebolos de liga galvânica
São fabricados por deposição de diamantes, junto a uma camada de níquel, no corpo de aço do rebolo por meio de um processo eletrolítico, ficando os grãos abrasivos fixados pelo níquel. O processo de fixação é muito seguro e permite que os grãos abrasivos fiquem até 50% expostos, garantindo, assim, um ótimo desempenho na remoção do material a ser usinado.
Rebolos de liga resinoide
São fabricados à base de liga resina termofixa em pó endurecido por alta pressão e temperatura. Tem como características o corte rápido, a vida útil, boa resistência à abrasão e são melhores para amortecer impactos, que costumam frequentemente fraturar os cristais. Trabalham a seco, por exemplo, na afiação de ferramentas, ou refrigerados, para o caso de retíficas de produção de componentes em geral.
Rebolos de liga metálica
Os rebolos de ligas metálicas são compostos de um pó metálico sinterizado e compactado por alta pressão e temperatura. Têm como características oferecer tenacidade e serem resistentes a altas temperaturas e abrasão. Oferecem alta durabilidade e excelente retenção de formas ou perfis especiais.
Rebolos de liga vitrificada
São fabricados com ligas vítreo- -cerâmicas com diamante ou PCBN, desenvolvidos para suportar altas temperaturas de processo de retificação. Este tipo de rebolo é um dos mais avançados tecnologicamente e muito aplicado na indústria metal mecânica. Este tipo de rebolo facilita a manutenção do perfil de corte, possui porosidade adequada à troca de calor e refrigeração, evitando, assim, microtrincas na peça usinada. Proporciona excelente capacidade de corte e trabalha em altas velocidades, permitindo ótima formação dos cavacos e remoção de material com baixo desgaste do rebolo.
Desgaste do rebolo
Durante operação de retífica, ocorre desgaste da aresta cortante dos grãos, havendo forte perda de eficiência de corte, não havendo mais retífica, e sim apenas geração de calor, queimando o material.
Para o correto funcionamento do rebolo, as tensões entre o ligante devem estar equilibradas de tal forma que, quando os grãos abrasivos atingirem um desgaste além do admissível, eles sejam arrancados dando lugar a outros novos (autoafiação).
Do ponto de vista da eficiência de corte do rebolo, o desgaste é algo desejável, entretanto haverá uma rápida degradação do rebolo, que é um item de valor elevado.
Ajustagem e dressagem do rebolo
A preparação do rebolo antes do processo de retífica inclui o processo de ajustagem e de dressagem.
Ajustagem refere-se à remoção de material para realinhar a concentricidade do rebolo. Também por esse processo, pode-se criar um formato desejado no mesmo.
A dressagem refere-se ao processo de criação de uma topografia específica na superfície ativa do rebolo, para obter um desejado comportamento durante a operação de usinagem (ponta de diamante).
Leandro explica que, apesar de as ferramentas policristalinas serem aplicadas há bastante tempo, só mais recentemente, com o crescimento da aplicação de alumínio na indústria automotiva, é que a demanda por esse tipo de ferramenta experimentou um significativo aumento. Pequenas plaquetas de PCD ou PCBN são cortadas sob perfis predeterminados e depois brasadas sobre uma base de metal duro. Em geral, essa base de metal duro são pastilhas que seguem o padrão de formas e geometrias nas normas ISO. Assim, o usuário pode encontrar pastilhas triangulares de metal duro, em formato padronizado, em cujos raios de ponta e parte da aresta cortante as plaquetas de PCD ou PCBN são brasadas. A brasagem costuma ser feita pelo método da indução, pois esse método aquece a região em que as plaquetas serão assentadas muito rapidamente e a elevadas temperaturas. Não se recomenda, por exemplo, a utilização de chama de maçarico para soldar as plaquetas, pois isso afeta a estrutura do material policristalino.
Embora existam diferentes classes de PCBN e de PCD devido à diferenciação na granulação, entre outros fatores, a performance das ferramentas também são afetadas pelas microgeometrias e tratamento dado às arestas de corte. Juliano lembra que o PCD e o PCBN podem ser aplicados tanto em ferramentas estáticas (para torneamento), quanto em rotativas.
Contudo, a Rolltecnica tem atuado mais no campo das ferramentas estáticas e complementa com algumas informações sobre as ferramentas policristalinas.
Diamante
Os diamantes naturais (monocristais) são, dentre os materiais encontrados na natureza, os de maior dureza. Seriam ótimos materiais para ferramentas de usinagem não fosse o seu elevado preço. Devido a isso, são usados somente quando se deseja alta precisão de medidas e acabamentos brilhantes, como no caso de usinagem de espelhos e lentes.
Na década de 1970, começaram a surgir no mercado as primeiras ferramentas PCD com uma camada de diamante policristalino, obtida por sinterização.
Aplicações do diamante policristalino
a) Ligas de alumínio e de cobre
b) Plásticos abrasivos
c) Resinas reforçadas com fibras de carbono e de vidro
d) Cerâmicas e) Metais duros
f) Pedras naturais e concretos
Know-how e flexibilidade, duas virtudes que contribuem para o sucesso da Rolltecnica no mercado de ferramentas de corte policristalinas.
OBS.: Não pode ser usado na usinagem de metais ferrosos, como o aço e o ferro fundido, por conta da difusão atômica que ocorreria devido à presença do carbono nesses materiais.
Nitreto cúbico de boro
O nitreto cúbico de boro é um material sintético obtido pela reação química: O Nitreto cúbico de boro é um material sintético obtido pela reação química: BCl4 + NH3 → BN + 3HCl
O composto BN (grafite hexagonal) é submetido a pressões de 5.000 a 9.000 MPa e temperaturas de 1.500° a 1.900°C na presença de um catalizador (geralmente o lítio) antes de se transformar no PCBN. O PCBN é quimicamente mais estável que o diamante, podendo, portanto, usinar ligas ferrosas sem o problema do grande desgaste por difusão. Sua tenacidade é similar ao material cerâmico. As ferramentas de PCBN são empregadas na usinagem de aços duros (de 45 a 65HRc). Em aços moles, que formam cavacos longos, os PCBNs não se comportam bem devido à excessiva craterização. Exemplo de aplicação do PCBN na indústria (comparando-o com material cerâmico ou com o processo de retificação): Torneamento de disco de freio Material: ferro fundido cinzento (200HB) Vc = 300-480 m/min; f = 1,27 mm/volta; ap = 1,4 mm (condições típicas de desbaste) Refrigerante: a seco Resultados: CBN – 3.000 peças por aresta; cerâmica – 100 a 200 peças por aresta.
Cuidados na utilização do CBN
Aços não endurecidos não devem ser usinados com CBN.
O sistema máquina-ferramenta- -dispositivo de fixação-peça deve ser o mais rígido possível.
A geometria da ferramenta deve ser negativa (γ = -5°) para garantir a resistência aos choques, com ângulo de folga α= 5-9° e o maior possível ângulo lateral de posição (χ no mínimo 15°) para minimizar trincas na aresta.
A aresta de corte deve ser chanfrada (chanfro de 0,1mm x 20 a 45°) o que direciona os esforços de corte para o centro da ferramenta e, assim, diminui a possibilidade de quebra da aresta. O objetivo dessa matéria não é esgotar o assunto, mas esperamos que possa ajudar a muitos leitores que estejam começando a migrar para esse tipo de ferramenta por causa do aumento da demanda por peças de alumínio ou aços endurecidos.
O êxito de uma empresa depende muito do seu conhecimento técnico e também do conhecimento do mercado em que atua, e atitude e experiência contam muito. A julgar por esses parâmetros, a Rolltecnica ainda somará muitos anos de vida sobre as mais de três décadas que já possui. Manufatura em Foco agradece a oportunidade de tê-los conhecido.
Baixe esta Edição em PDF
Baixar agora
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours