
Redução de tempos de preparação de máquinas (setup): um caso de aplicação
Ao longo de várias décadas, o perfil de consumo se alterou. O consumo passou a orientar-se por mercados cada vez mais segmentados, e os produtos se tornaram cada vez mais “customizados”, de acordo com distintos perfis de clientes.
No número anterior de “Manufatura em Foco”, ao analisar quais as técnicas ou programas que devem ser utilizados em ações de melhoria, avaliou-se que “…muito mais importante que iniciar as ações a partir de uma receita pronta e inalterável, deve-se avaliar o cenário e optar-se pela alternativa mais adequada para cada caso…”
A partir desta premissa, neste número iniciaremos o exame de alguns estudos de caso, onde a escolha das técnicas utilizadas pautou-se por esta orientação.
O primeiro caso apresentado será a redução de tempos de preparação de máquinas em uma empresa fabricante de eletrodomésticos.
Para iniciar a apresentação deste caso, precisamos antes apresentar alguns conceitos sobre redução de setup e contextualizar sua importância.
A Importância da redução de setup e os sistemas de produção em lotes
A ilustração seguinte mostra dois estágios distintos da indústria automotiva.

No início de seu funcionamento e durante algumas décadas, as linhas de montagem idealizadas por Henry Ford supriram as necessidades de produção com grande sucesso: operações simples e sequenciais, realizadas por operários especializados em tarefas e etapas específicas, organizadas em postos de trabalho projetados para operar com rapidez, garantiram a execução e montagem de produtos padronizados, em alto volume e sem variações.
O modelo T, precursor deste modo de produção, foi o símbolo de uma era marcada por alto volume e baixa (ou nenhuma) variação na produção de modelos de automóveis. Uma época em que a estratégia de mercado focava a massificação da produção (até então a produção automotiva era artesanal) e o aumento do mercado consumidor.
Ao longo de várias décadas, o perfil de consumo alterou-se. O consumo passou a orientar-se por mercados cada vez mais segmentados, e os produtos tornaram-se cada vez mais “customizados”, de acordo com distintos perfis de clientes.
Tomando-se como exemplo a mesma montadora, uma análise rápida de um único modelo disponibilizado hoje ao mercado, mostra o quanto é possível “customizá-lo”. Um dos modelos apresenta 10 versões possíveis para o consumidor. Se considerarmos que para cada versão, pode-se optar por diferentes configurações de motorização, sonorização, cores, configurações interiores e exteriores e rodas, pode-se chegar a milhares de combinações possíveis para o mesmo modelo.

A análise a ser observada neste caso, refere-se não somente à mudanças de comportamento do mercado consumidor, mas principalmente em relação às necessidades de alteração dos modernos sistemas produtivos para adapta-se às novas condições.
Máquinas e linhas dedicadas, produção em massa, baixa diversificação de produtos gradativamente deram lugar a layouts flexíveis, mão de obra multifuncional, produção em pequenas e médias séries ou lotes e elevado mix de produtos. Assim, se no passado, a operação em grandes lotes minimizava a importância dos tempos gastos com preparação de máquinas (setup), esta realidade rapidamente se alterou.
Hoje, a necessidade de operar em sistemas produtivos por lotes, com constantes mudanças de produtos e componentes em fabricação, entrada e saída de produtos em linha com ciclos de vida cada vez mais curtos, modificou completamente a gestão das operações. A frequência de preparações de máquinas para possibilitar a fabricação de lotes distintos e cada vez mais reduzidos tornou o tratamento do tempo de setup fundamental para a manutenção da capacidade produtiva.
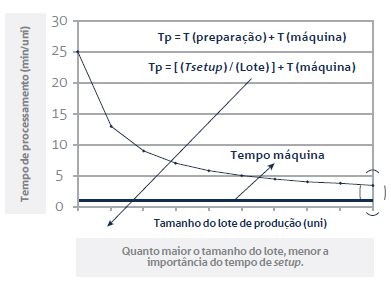
A equação que determina o tempo de processamento em uma máquina é composta pela soma entre tempo de preparação e tempo de transformação efetivo (tempo máquina).
Desse modo, quanto maior o lote a ser produzido, menor o valor do tempo de preparação por unidade, e menor também a contribuição do tempo de preparação na composição do tempo total de processamento de cada unidade.
Nas últimas décadas, o mercado de máquinas ferramenta também se alterou, em virtude das mudanças ocorridas nos sistemas produtivos: magazines com maior capacidade de fixação de ferramentas, dispositivos mais rápidos e simples, troca rápida de ferramentas tornaram-se importantes aliados na busca contínua pela redução dos tempos de setup.
O estudo de caso seguinte apresenta um projeto de melhoria em que a redução do tempo de setup não se baseou em investimentos em novas máquinas ou dispositivos, mas em alterações de método de trabalho, ou seja, no processo de preparação de máquinas para operação.
Reduzindo o setup através de melhorias de processos
O estudo apresentado foi realizado em empresa fabricante de eletrodomésticos da linha branca.
Em função do grande aquecimento de mercado ocorrido na época do projeto, esta empresa precisava aumentar o volume produzido e por isso, optou por iniciar a operação do 3º turno.
Para avaliar o potencial aumento de capacidade produtiva, a empresa consultou seus fornecedores (50% dos itens do produto eram fornecidos por outras empresas) e avaliou a capacidade interna dos setores de estamparia e solda (fornecedores internos). Através dos resultados desta análise, verificou-se que a restrição para a implantação integral do 3º turno de trabalho e consequente aumento de capacidade planejado, esbarrava na limitação da sua área de estamparia.
A análise de capacidade da área de estamparia, por sua vez, mostrou que a redução de tempos improdutivos e o consequente aumento da taxa de utilização das prensas seria a ação necessária para garantir o aumento de capacidade necessário, que garantiria o fornecimento das peças estampadas, necessárias para a operação do 3º turno.
Assim, iniciou-se um trabalho de avaliação das perdas por tempos improdutivos para definir as ações necessárias para o aumento de capacidade projetado.
Como resultado desta avaliação, verificou-se que o principal motivo (ocorrência) para a redução da capacidade produtiva era o tempo gasto com setup: cerca de 30h mensais gastos com esta atividade.
Como o setor de estamparia operava em 2 turnos, tem-se em teoria: 8h x 60 min x 2 turnos = 960 min de tempo disponível por dia ou 320h mensais.
Como os gastos com setup são da ordem de 30h mensais, tem-se uma perda referente a 8,5% da capacidade produtiva.
Reduzir o tempo de setup tornou-se portanto, a 1ª ação de melhoria a ser tomada para aumentar a capacidade produtiva, através da redução dos tempos improdutivos.
Ações para redução do setup
O projeto teve início com o apontamento detalhado dos tempos gastos com setup, considerando todas as prensas da área de estamparia.
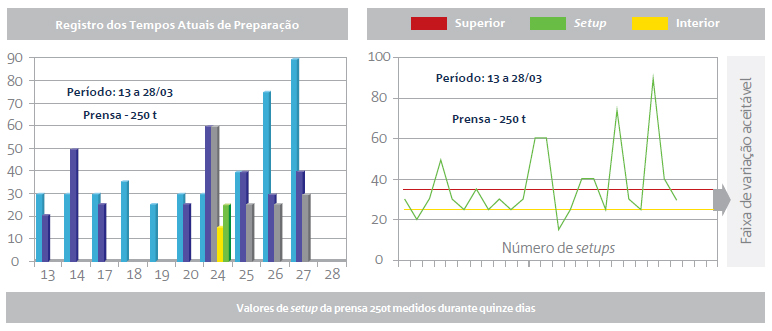
Como meta para redução de setup, estabeleceu-se um tempo médio de 30 min. Esta meta foi definida considerando-se os recursos disponíveis para movimentação de matrizes e ferramentas, mão de obra, ferramental, estado atual de manutenção das máquinas, tamanho médio dos lotes de produção e histórico de tempos gastos com setup por atividade e por tipo de prensa.
A figura abaixo apresenta os valores de setup medidos para uma das prensas da área.
O registro dos tempos de setup evidencia que, embora em alguns casos, tenham sido obtidos resultados iguais ou abaixo de 30 min (a meta estabelecida), a alta variação dos resultados indica a necessidade de trabalhar com a padronização do processo de setup, antes de qualquer ação de melhoria.
Conforme citado por Masaaki Imai, considerado o precursor dos eventos Kaizen, “onde não existe padrão, não pode haver kaizen”, ou seja, antes de padronizar o processo em estudo, não há possibilidade de estabilizar os tempos e portanto, qualquer ação de melhoria se perderá ou seus efeitos serão anulados, pela alta variação inerente ao processo atual, sem padrão.
A ação inicial do projeto focou, portanto, a padronização das atividades de setup.
O trabalho de padronização iniciou-se com o registro do método atual de setup, realizado pela equipe de setup da área de estamparia.
Esta atividade foi realizada no final de semana, para garantir a presença das equipes de setup dos 2 turnos de trabalho em operação. Por se tratar de uma área com cerca de 20 prensas, um grupo de 10 pessoas participou desta etapa do trabalho.
Como resultado, tabela ao lado mostra o método de trabalho, resultante da interação das equipes, que definiram, de forma consensual, o padrão a ser obedecido a partir do registro e validação da atividade.
A análise do novo padrão permite definir para o tempo padrão de setup: 25 min por atividade.
Abaixo, portanto, da meta estabelecida no início do projeto. No entanto, deve-se considerar que neste caso, não houve ainda qualquer ação de melhoria efetiva, mas sim um grande esforço inicial para criação de um novo padrão para a atividade.
Embora o trabalho inicial de padronização possibilite que a meta de redução seja alcançada, outras ações, decorrentes da aplicação da técnica conhecida como SMED (Single Minute Exchange of Die). O método SMED foi desenvolvido por Shigeo Shingo, na área de estamparia da Toyota, durante as décadas de 50 e 60, com excelentes resultados. Aplicada ao processo em estudo, as ferramentas do SMED permitiram que o setup fosse reduzido efetivamente.
Aplicando técnicas para redução do setup
A aplicação desta técnica requer a identificação e a separação das etapas de realização do setup, classificando-as em dois tipos principais: atividades internas e externas de setup.
Na figura que apresenta o método padronizado de trabalho, as etapas em azul caracterizam o setup externo, enquanto as etapas em vermelho identificam o setup interno.
Etapas de setup externo podem (e devem) ser realizadas sem afetar o funcionamento da máquina, e portanto, sem reduzir sua capacidade produtiva. Sua realização fora do ambiente da máquina, no entanto, exige o trabalho coordenado e disciplinado da equipe de setup, além da previsibilidade de sua ocorrência.
Etapas de setup interno precisam necessariamente, ser realizadas com a máquina parada, afetando, portanto, sua capacidade produtiva e reduzindo sua disponibilidade.

A aplicação do SMED no processo em estudo, mostrou que, para o tempo padrão de setup de 25min, é possível realizar 13min da atividade fora do ambiente da máquina (tempos externos de setup). Esta mudança no método de trabalho, reduz o tempo de setup a 12 min, ou seja, a pouco menos da metade do padrão.
A figura seguinte apresenta a lógica de aplicação do SMED. Para o caso apresentado, apenas parte do método foi aplicada. Os resultados excederam as expectativas da organização e a meta do projeto.
Na etapa A, o processo de setup é padronizado e as atividades são classificadas em setup interno ou externo. Na etapa B, o método de trabalho é modificado, possibilitando que as atividades de setup externo sejam realizadas fora do ambiente da máquina.
Na etapa C, examinam-se as atividades de setup interno e verifica-se a possibilidade de transformá-las em setup externo. Nesta fase, geralmente são necessários investimentos em máquinas de “presetting” de ferramentas ou projeto de dispositivos.
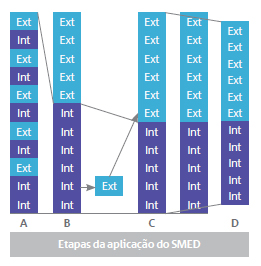
Na etapa D, examinam-se os tempos das atividades e busca-se sua otimização. Mudanças de arranjo físico, restrições de utilização de máquinas de acordo com o mix de produção, aproximação de matérias primas dos pontos de uso e melhorias de postos de trabalho, organização e limpeza são ações típicas desta etapa.
O ciclo se encerra após a etapa D, mas sempre é possível reexaminar o processo em busca de novas oportunidades (iniciando novamente o ciclo de A a D), em um trabalho de melhoria contínua.
Resultados e lições aprendidas
Esforços contínuos e organizados, focados em atividades de padronização, estabilização de tempos e melhorias graduais e contínuas, permitiram que o setup das prensas fosse reduzido, garantindo os ganhos de capacidade necessários para permitir o fornecimento de peças estampadas, que possibilitaram a operação plena do 3º turno e o ganho de capacidade planejado.
Embora a identificação do problema neste caso, apontasse para a necessidade de redução de setup, e portanto, para a aplicação do SMED, sem o esforço inicial de padronização do processo para estabilização dos resultados (tempo de setup), qualquer ação de melhoria seria ineficaz.
No próximo número de Manufatura em Foco, serão abordados novos casos de melhoria em processos, onde será destacada a importância da escolha adequada dos indicadores de desempenho para avaliar a performance dos processos.
There are 2 comments
Add yoursPost a new comment
Você precisa fazer o login para publicar um comentário.
Gostei muito desse artigo e certamente, como analista de processo vou estudar o que posso extrair desse contexto para aplicar em minha área de trabalho(Estamparia)
Excelente Artigo! Manufatura na prática!