
Planejamento e controle das operações: dimensionamento de recursos
O dimensionamento dos recursos necessários para a produção de bens ou serviços é um dos pontos fundamentais para que o planejamento das operações seja feito adequadamente, facilitando a etapa posterior de controle de seus resultados.
Tanto para organizações industriais como para empresas de serviços, dimensionar máquinas, equipamentos, recursos humanos e espaços necessários para garantir a instalação segura e o fluxo lógico de materiais e homens, garantirá que padrões competitivos de produtividade e qualidade possam ser atingidos.
Para medir se os resultados planejados estão ocorrendo na prática, um conjunto de medidas ou indicadores é necessário: eles avaliarão a eficiência operacional dos processos, o grau de utilização da capacidade instalada, a disponibilidade dos recursos produtivos, e a qualidade das operações.
O controle das operações decorre da aferição regular destes indicadores e da tomada de ações de correção, que deve ocorrer quando seus valores estiverem diferindo dos valores planejados.
EFICIÊNCIA OPERACIONAL
A eficiência operacional mede a relação entre os resultados planejados de um processo, atividade ou operação, e os seus resultados efetivos.
Trata-se de uma medida adimensional, uma vez que compara a mesma grandeza (na maioria das vezes: quantidade produzida, produtividade ou tempo gasto).
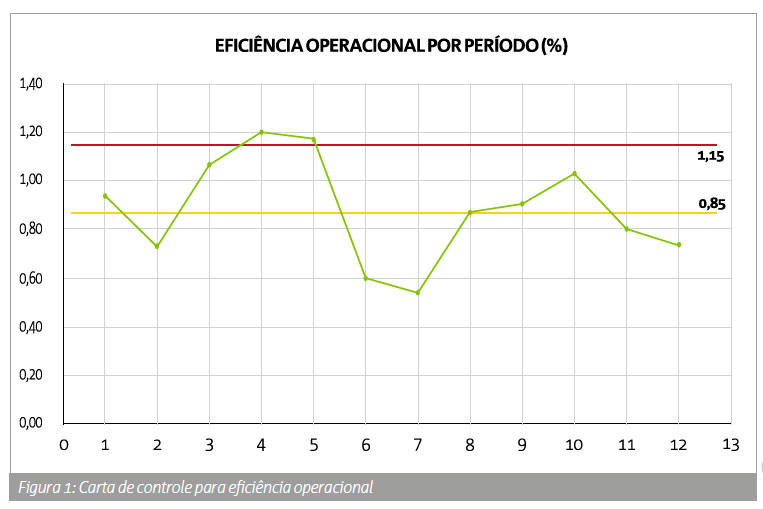
A figura 1 apresenta um exemplo em que um processo possui um tempo planejado de 2,0 uni/min.
A carta de controle utilizada monitora a quantidade produzida e o tempo gasto durante a execução do processo. O valor da eficiência é calculado pelo cociente entre valores reais (efetivamente obtidos) e valores planejados, para cada período. O limite superior (em vermelho: 1,15 ou 115%) e o inferior (em amarelo: 0,85 ou 85%) delimitam a faixa considerada adequada de valores, dentro da qual os valores de eficiência devem variar. O valor ideal é 1,0 (ou 100%), quando planejado e real assumem o mesmo valor.
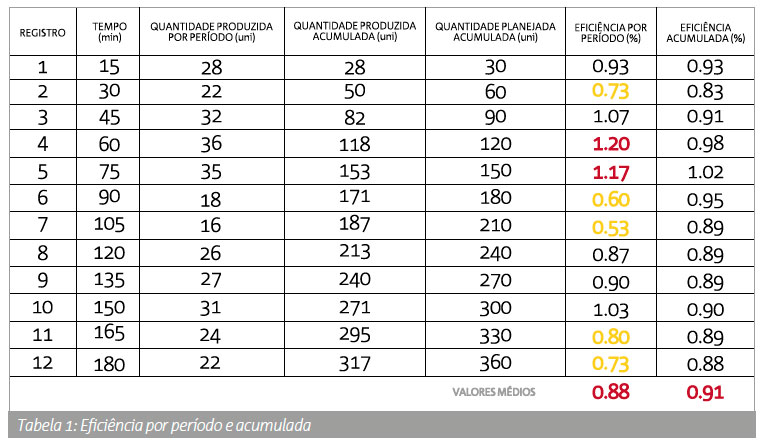
Uma vez que o tempo planejado é de 2,0 uni/min, é praticamente impossível utilizar um apontamento que registre cada componente processado. Assim, a carta deve sempre utilizar um valor múltiplo do tempo unitário. Neste caso, cada registro na carta ocorre a cada 15min. Portanto, prevê-se com resultado que:
15 min x (2,0 uni/min) = 30 uni
Desse modo, a cada registro deve-se produzir 30 uni do componente processado. Na figura 1 são apresentadas as quantidades processadas a cada 15 min, e o resultado é mostrado na forma de quantidades produzidas por período e quantidades acumuladas.
Analisando os resultados, nota-se que nos períodos 2, 6, 7, 11 e 12 a eficiência operacional registra valores mais baixos que o limite inferior. Nestes casos, a produção de cada período ficou abaixo do valor planejado. Para os períodos 4 e 5 ocorreu o contrário: a produção real foi maior que a planejada e os valores de eficiência foram maiores que o limite superior considerado adequado.
Apenas os registros dos períodos 1, 3, 8, 9 e 10 apresentaram valores de eficiência dentro da faixa adequada. Após 3h de produção (180 min) foram produzidas 317 unidades, embora tenha-se planejado produzir 360 unidades.
A aferição da eficiência operacional visa avaliar o nível de controle que existe sobre os resultados de um processo. Assim, tanto os resultados acima como abaixo da faixa adequada são considerados problemas a serem tratados, pois em ambos os casos denota-se que não há controle efetivo sobre os resultados e, portanto, isto gerará dificuldades no gerenciamento das operações relacionadas à sua previsibilidade.
GRAU DE UTILIZAÇÃO
O grau de utilização de um recurso mede (geralmente expresso em unidades de tempo) o quanto ele está sendo utilizado em comparação com o quanto é possível utilizá-lo.
Considerando-se o exemplo mostrado na figura 1, se um lote de produção de 4.500 unidades for processado em um determinado equipamento, tem-se:
4.500 uni, com cada unidade demandando 0,5min (são 2,0 uni/min).
Tempo necessário de produção: 4.500 uni x 0,5 min/uni = 2.250 min ou 37.5h.
Para uma jornada semanal de trabalho de 8h/dia, durante uma semana com 5 dias úteis de trabalho:
Tempo disponível para a produção (semanal): 5dias/semana x 8h/dia = 40 h/ semana.
Se a produção do lote ocorrer dentro da semana, obtêm-se, para o grau de utilização do equipamento em questão:
Grau de Utilização (U) = Tempo Necessário/ Tempo Disponível = (37,5h/semana)/ (40h/semana) = 0,938 ou cerca de 94% de utilização do recurso.
Diferentemente da medida de eficiência operacional, que pode assumir valores numéricos acima de 100%, para o grau de utilização, um valor acima de 100% não faz sentido – denota que o tempo necessário para realização do processo é maior que o disponível e, portanto, a tarefa não pode ser realizada dentro da disponibilidade planejada.
O gráfico 1 apresenta o grau de utilização da indústria brasileira, medido mensalmente pela Confederação Nacional da Indústria (CNI) e disponível no relatório de Indicadores Industriais (Dez 2016).
Em dezembro de 2016, o grau de utilização atingiu 76%, menor valor dos últimos 13 anos. Em fevereiro de 2014, este indicador atingiu valor próximo a 83%, maior marca dos últimos três anos. Valores de grau de utilização acima de 85% são raros, na prática. Analisando o desempenho de um equipamento, isoladamente, perdas relativas a regulagens, perdas de rendimento, problemas de qualidade, falta de insumos ou matéria- -prima, falhas de programação da produção reduzem a utilização da capacidade. Valores em torno de 85% podem ser considerados padrões de excelência para muitos ambientes produtivos.
Quando a demanda aumenta, cresce proporcionalmente o Tempo Necessário para a produção. Desse modo, para gerar a disponibilidade suficiente, que possibilitará a produção da demanda excedente, pode-se tomar medidas como:
a) Aumentar o número de horas de trabalho (horas extras);
b) Introduzir novos turnos de trabalho;
c) Reduzir as perdas de tempo (tempos improdutivos) associadas tanto ao equipamento em si (já citados), quanto às atividades de apoio (manutenção e setup, por exemplo);
d) Adquirir novos equipamentos (considerando as restrições de espaço disponível); e) Projetar novas ou ampliar as instalações produtivas.
A figura 2 mostra os possíveis cenários para o grau de utilização de um equipamento.
Quando são programados pedidos em um recurso produtivo, deve-se verificar os efeitos desta programação sobre a carga de trabalho dos workcenters (WCs). Esta verificação é denominada “Planejamento da Capacidade de Médio Prazo” ou RCCP (Rough-cut Capacity Planning).
A meta principal desta verificação é avaliar se em algum período programado existe subcarga (underloading) ou sobrecarga (overloading). Caso isto se evidencie, deve-se buscar nivelar a carga ao longo dos períodos, de modo a evitar estas ocorrências.
DIMENSIONAMENTO DE RECURSOS
Em qualquer organização ou tipo de processo, a determinação dos recursos necessários para a produção da quantidade de bens ou serviços especificados depende do conhecimento de duas informações básicas:
a) A demanda de cada produto ou serviço;
b) A capacidade para realização das operações, que depende, por sua vez, da disponibilidade dos recursos produtivos. Com base nestas informações, é possível dimensionar os recursos necessários e avaliar o seu desempenho em operação, configurando tanto o planejamento, como o controle sobre os resultados destas operações.
Para ilustrar o dimensionamento, utilizam-se as informações disponíveis no quadro da figura 3.

A determinação do tempo necessário é realizada a partir da soma das demandas de cada item (1 a 5). A demanda de cada item, por sua vez, é determinada pelo produto entre tempo de processamento e quantidade mensal de cada um:
Tempo Necessário = [ Σ (tempo de processamento x quantidade mensal) ] / 60
Tempo Necessário para o exemplo dado: [2,5 x (5000) + 4,0 x (2000) + 3,2 x (1200) + 1,7 x (800) + 2,8 x (1500) ] / 60 = 498,3h
Desse modo, tem-se a necessidade de 498,3h mensais para produzir o “mix” necessário de itens.
Determinada a demanda, o próximo passo é definir a capacidade para a realização das operações. Para isto, será fixada uma jornada de trabalho de 2 turnos/dia, cada um com 8h úteis e durante 22 dias por mês. Também será considerada uma perda média da disponibilidade mensal de 12%. Esta consideração é necessária para garantir que as condições utilizadas no dimensionamento sejam similares e compatíveis com o real desempenho dos equipamentos, sempre sujeitos a perdas por ocorrência de tempos improdutivos. Neste exemplo, será assumida uma perda de 12% de capacidade, conforme cálculo seguinte.
A capacidade será calculada a partir destas premissas:
Capacidade = 2 turnos/dia x 8 h/turno x 22 dias/mês x 0,88 = 309,8h mensais.
O fator de multiplicação 0,88 considera o decréscimo de 12% para a perda de capacidade assumida no dimensionamento da estação de trabalho.
Dessa forma, para uma necessidade de 498,3h mensais e uma capacidade de produção (por estação de trabalho) de 309,8h chega-se a:
Número de Estações de Trabalho = (498,3) / (309,8) = 1,6 (2 estações de trabalho.)

Como o número de estações de trabalho deve ser inteiro, tem-se a necessidade, neste exemplo, de duas estações de trabalho para atender a demanda.



Calculando-se o grau de utilização para as duas estações de trabalho dimensionadas, tem-se:
Grau de Utilização = (Tempo Necessário) / (Tempo Disponível)
Como o tempo necessário já foi calculado e o tempo disponível é a soma das capacidades produtivas das duas estações de trabalho dimensionadas, resulta:
Grau de Utilização = 498,3 / (309,8 x 2) = 0,804 ou 80,4% de utilização.
O gráfico da figura 4 ilustra esta situação. Existe ainda uma capacidade não utilizada equivalente a 121,3h mensais (underload).
NIVELAMENTO DA CAPACIDADE PRODUTIVA
Nos casos em que uma determinada organização já está dimensionada e em funcionamento, existem situações em que a carga horária de máquinas ou estações de trabalho apresenta alta variação de demanda. Isto pode ocasionar a existência de períodos de “underload” e “upload” alternados, provocando utilização irregular de recursos: em alguns períodos com capacidade em excesso e em outros com falta de capacidade. Nestes casos, deve-se tentar nivelar a capacidade produtiva, de modo a equalizar as cargas horárias de trabalho em cada estação, usando-as de forma racional e equilibrada.
O exemplo seguinte apresenta um caso de nivelamento de capacidade produtiva.
A empresa precisa determinar se a demanda planejada causa sobrecarga (ou subcarga) na linha de montagem que produz os produtos A e B. A capacidade semanal da linha de montagem é de 100h.
Cada produto A demora 0,9h para ser montado. Cada produto B demora 1,6h para ser montado. Deve-se:
(1) Determinar a carga de trabalho necessária para a linha;
(2) Compará-la com a disponibilidade de tempo; (3) Verificar as condições de carregamento da linha de montagem.
A tabela 2 mostra a necessidade semanal de horas de montagem para os dois produtos.
Embora exista capacidade (600h em 6 semanas) suficiente para atender a demanda de 564h, a cada semana tem-se um cenário diferente. Estes cenários estão mostrados no gráfico 2 a seguir.
Através da análise semanal da demanda, observa-se que nos períodos 1 e 5 existe subcarga; na semana 2 não existe demanda programada e que as semanas 3, 4 e 6 operam com sobrecarga.

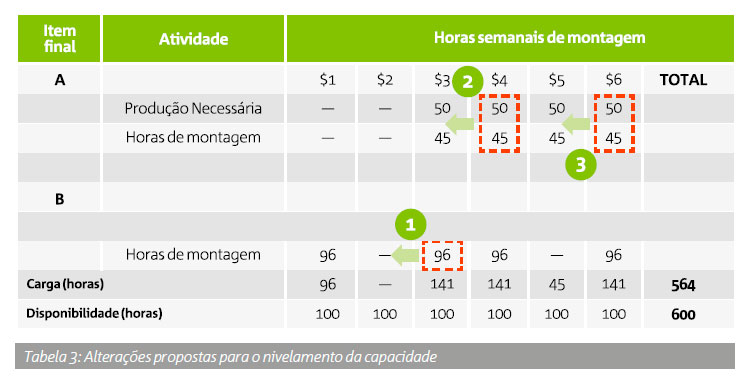

Uma possível solução de nivelamento para este caso está apresentada na tabela 3 e o nivelamento gerado a partir das alterações de programação está mostrado no gráfico 3.
As alterações que permitiram nivelar a produção e trabalhar em todos os períodos abaixo da capacidade máxima, foram ações para equalizar o carregamento da linha de montagem:
(1): antecipar para a semana 2 a montagem de 60 uni de produto B (96h);
(2): antecipar para a semana 3 a montagem de 50 uni de produto A (45h);
(3): antecipar para a semana 5 a montagem de 50 uni de produto A (45h). Outra solução possível seria postergar a montagem de alguns lotes de produtos, mas, neste caso, poderiam ocorrer atrasos de entrega decorrentes desta ação.
CONSIDERAÇÕES FINAIS
Todas as ações relativas ao planejamento e controle de operações, no que concerne ao dimensionamento de recursos produtivos, precisam apoiar-se em uma base sólida de requisitos, sem os quais os esforços de gestão tendem a ser inócuos:
– Garantir alta eficiência operacional para os processos produtivos, de modo a garantir que os tempos planejados sejam sempre próximos das condições reais de execução das atividades;
– Operar com “underload” da capacidade, evitando aumentar custos através de horas extras ou causando atrasos de entregas;
– Nivelar a carga de máquinas e linhas, usando a estratégia de antecipação de capacidade e provocando o uso racional dos recursos disponíveis;
– Monitorar constantemente a demanda, para detectar variações a tempo de alterar a configuração dos sistemas produtivos, de modo a absorvê-las, sem prejuízo das operações e perdas de rendimento.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours