
Controle Estatístico do Processo
Aumento da qualidade através do CEP (Controle Estatístico do Processo): aplicações bem sucedidas requerem planejamento e mudanças de comportamento.
Neste número, apresentaremos um case em que a adoção do Controle Estatístico do Processo (CEP) possibilitou ganhos importantes de qualidade e produtividade.
Ao contrário do que se pensa, a aplicação de CEP não se restringe ao uso de gráficos de controle, mas considera um conjunto de técnicas, utilizadas de forma estruturada e integrada, de modo a garantir:
• o conhecimento necessário de um processo, seus parâmetros e as causas de suas variações;
• a definição de sua capacidade e a previsibilidade de resultados de um processo;
• a identificação das ações de melhoria que possibilitarão ganhos contínuos de qualidade através da redução constante de não conformidades.

O Controle Estatístico do Processo (CEP) engloba a aplicação de uma poderosa coleção de ferramentas de resolução de problemas.
CEP: Origens e Conceitos Principais
Em 1924, Walter A. Shewhart do Bell Telephone Laboratories foi o precursor na aplicação de métodos estatísticos para problemas de controle da qualidade.
Shewhart publicou, em 1931, um livro sobre controle estatístico da qualidade chamado “Controle Econômico da Qualidade de Produto Manufaturado”, publicado em Nova York. Este livro apresentava os principais conceitos para aplicações de métodos estatísticos para controle de processos.
Dois outros estatísticos do Bell Labs, HF Dodge e HG Romig, estudaram a aplicação da teoria estatística de inspeção de amostragem. O trabalho destes três pioneiros constitui grande parte do que hoje compreende a teoria da qualidade e do controle estatístico do processo.
O Controle Estatístico do Processo (CEP) engloba a aplicação de uma poderosa coleção de ferramentas de resolução de problemas, útil na obtenção da estabilidade do processo e na melhoria da capacidade, através da redução da variabilidade.
Compreender o conceito de variabilidade é extremamente importante para fundamentar a aplicação do CEP.
É extremamente difícil e caro fornecer aos consumidores produtos exatamente iguais, ou seja, com características de qualidade sempre idênticas. Isso acontece em função da variabilidade. As principais fontes dessa variabilidade se encontram nos materiais, nos processos de fabricação e nos processos de montagem. E como se pode inferir, o nível dessa variabilidade pode afetar a qualidade do produto.
Em qualquer processo de produção (fabricação ou montagem), independentemente do quão bem planejado ele é, uma certa quantidade de variabilidade inerente ou natural sempre existirá, geralmente sendo um efeito cumulativo de muitas pequenas causas, essencialmente inevitáveis, denominadas de causas comuns (aleatórias). Há outras causas, cujos valores provocam problemas nos níveis de qualidade, tais como: máquinas desajustadas, erros do operador e matéria-prima defeituosa. Esses erros são denominados de causas não aleatórias ou causas especiais (atribuíveis). Na figura abaixo, pode-se ver causas especiais/atribuíveis e causas comuns/aleatórias.
O CEP pode ser aplicado a qualquer processo. Para este fim, há um conjunto de métodos e ferramentas que podem auxiliar a aplicação, tais como: histogramas, checklists de verificação e controle, gráficos de Pareto, diagramas de causa e efeito (Ishikawa) e gráficos de controle.
Para gerar resultados consistentes e permanentes, o CEP não requere apenas a aplicação de uma estrutura sistematizada de técnicas, mas também considera que é fundamental gerar um ambiente de trabalho que modifica comportamentos e atitudes dos indivíduos de uma organização com vistas à melhoria continua da qualidade e da produtividade.

Etapas para aplicação do CEP
A figura seguinte apresenta as etapas necessárias para a aplicação de CEP a um processo. Obviamente, para a aplicação do CEP deve-se identificar previamente qual o processo a ser analisado e quais as variáveis do processo (outputs) que devem ser controladas. Na etapa de “Amostragem”, definem-se: as características de qualidade e estatística a serem plotadas; um método de medida e amostragem; uma estratégia para determinar subgrupos de dados (incluindo tamanho e frequência do subgrupo) e critérios para sinalizar uma causa especial.

Esta etapa nem sempre é simples de ser executada: geralmente requer a ação conjunta de profissionais com conhecimento estatístico e de técnicos com domínio do processo em estudo para gerar um trabalho consistente e bem fundamentado.
É nesta etapa que são definidas as CTQ’s (características “críticas para a qualidade”), que deverão ser monitoradas para garantir que os resultados do processo estejam sempre dentro da margem de variação aceitável pelos padrões de qualidade requeridos.
Na etapa de definição dos gráficos de controle, são definidos os limites superior e inferior de controle (LIC e LSC) e o valor médio (LM) da variável a ser monitorada.
A aplicação dos gráficos de controle é a etapa de sistematização do CEP: a coleta organizada de dados, sua plotagem nos gráficos de controle e sua análise de resultados.
Para melhorar a qualidade de um processo, é importante reconhecer se ele é dominado por causas comuns ou especiais. Isso determinará quem é responsável por passos específicos de melhoria, quais recursos são necessários e quais ferramentas serão úteis. Uma vez que produtos ou serviços inaceitáveis podem resultar tanto de causas comuns como de especiais, a comparação de características de qualidade com os requisitos (inspeção de produto) não é uma base adequada, nem suficiente, para definir as ações de melhoria mais efetivas sobre os resultados do processo.
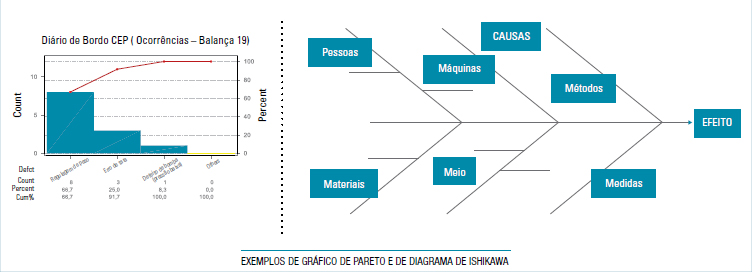
A análise dos resultados dos gráficos de controle é mais adequada para definir ações de melhorias, pois permite identificar as causas especiais, priorizá- -las usando Pareto e busca eliminá-las ou reduzir seus efeitos negativos usando Ishikawa.

O gráfico de Pareto permite identificar quais as causas especiais mais importantes para que os responsáveis pelo processo e seu desempenho possam atacá-las primeiro.
Mas como resolver os problemas e eliminar as causas especiais evidenciados no gráfico de Pareto? Para isso, é necessário descobrir porque os problemas ocorrem. Devemos utilizar, para esta tarefa, o Diagrama de Ishikawa ou diagrama de causa e efeito.
A adoção de ferramentas estatísticas como o CEP pode gerar resultados importantes para diferentes organizações e distintos processos de produção.
Na etapa final do trabalho de implantação de CEP está a atividade de análise dos resultados. Esta análise pode gerar duas ações distintas: se os resultados obtidos estão adequados, utilizamos o ciclo “manter resultados” mostrado na figura 1 (etapas), ou seja, repetimos o ciclo desde a aplicação do gráfico de controle até o final; se os resultados obtidos estiverem abaixo do esperado, pode ser necessário rever as fases de amostragem e definição dos gráficos (ciclo “melhorar resultados”).
Estudo de caso – processo de engarrafamento de gás
Esta aplicação de CEP foi realizada em uma plataforma de engarrafamento de uma empresa do setor, localizada na região centro-oeste do país.
A variável a ser controlada foi o peso do recipiente de uso doméstico, denominado P13. Esta “linha” de enchimento foi escolhida por apresentar problemas recorrentes de qualidade (recipientes com peso menor que a especificação mínima exigida) e que geravam sucessivas multas dos órgãos fiscalizadores.
Resultados Obtidos
Os gráficos seguintes apresentam os resultados do processo para a variável “peso do recipiente P13” antes e após o início da aplicação do CEP.
Na figura C, estão apresentados os resultados anteriores à aplicação do CEP (primeira tomada – passo 7).
Da análise do gráfico à direita na figura C, constata-se que a média de enchimento inicial era de –11 gramas, o desvio padrão de 229 gramas e o nível de ppm total era de 190.759.
Na segunda tomada do CEP (gráfico à esquerda na figura C), foram obtidos os seguintes resultados: média de enchimento de -4,4 gramas, desvio padrão de 123 gramas e nível de ppm total de 15.463.
O resultado principal obtido foi a redução de ppm (não conformidades do processo), de 19,1% para 1,5%. Mas esta redução só ocorreu em função do maior controle sobre as variações de resultados da variável “peso”, conseguida através da aplicação do CEP.
Comentários Finais
A adoção de ferramentas estatísticas como o CEP pode gerar resultados importantes para diferentes organizações e distintos processos de produção.
No entanto, sua aplicação e seu sucesso não dependem apenas do domínio conceitual sobre a técnica, mas de uma mudança fundamental de postura e prática profissional das pessoas que atuam sobre o processo.
Desde o início da adoção de técnicas estatísticas para melhoria da qualidade, a importância do fator humano sempre foi preponderante para a obtenção de resultados – o que evidencia, na maioria das vezes, que o sucesso ou o fracasso de ações para melhoria da performance de processos e sistemas produtivos depende tanto do conhecimento técnico, quanto da participação e envolvimento dos profissionais da empresa.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours