
As empresas sabem quanto tempo perdem com operações de presentting de ferramentas?
Em um mundo globalizado, as empresas querem ser competitivas e para isso buscam redução de custos e maximização da produção. Buscam a adoção de técnicas de Manufatura Enxuta que lhes permita eliminar desperdícios que comprometem o bom andamento da produção.
Um foco que as empresas têm adotado é reduzir o tempo de setup das máquinas, pois esta é uma fonte de perdas e desperdícios que ocorrem frequentemente na produção. As atividades de setup são operações necessárias durante todo o processo de manufatura para tornar possível o mix de produção adotado pelas empresas.
Operações de setup não agregam valor ao produto acabado, pois não geram nenhum tipo de transformação no mesmo. No entanto, essas atividades são inerentes aos processos e, por estarem embutidas no cotidiano da produção, muitas vezes não são percebidas como desperdícios e nem mesmo são avaliadas dentro do contexto da produção.
No caso das máquinas CNC, as atividades de setup têm grande influência na ocorrência de perdas, pois é comum encontrar máquinas totalmente paradas enquanto realiza-se a sua preparação . Pesquisas realizadas anteriormente identificaram que a maioria das empresas usuárias de máquinas CNC não utiliza recursos auxiliares na preparação das máquinas (transferência de programas ou mesas auxiliares de preparação de peças) ou na pré-ajustagem (presetting) das ferramentas, preferindo realizá-las diretamente com a máquina parada.
No caso do presetting, adotam a aproximação manual da ferramenta ou com a execução de peça teste, sem que a máquina esteja produzindo. Esse procedimento gera perdas significativas para as empresas e, o que é pior, essas perdas não são percebidas por estarem embutidas no cotidiano da produção (Figura 1).


O presetting de ferramentas também pode ser realizado com o uso de sistemas automáticos (Figura 2)
A escolha desse método pode contribuir mais (método manual) ou menos (método automático) para a ocorrência dos tempos improdutivos. A utilização de sistemas automáticos de presetting é mais rápida e confiável quando comparada ao método de medição manual, que depende em grande parte da habilidade e experiência do operador. Os dados das dimensões da ferramenta são transferidos ao CNC com segurança, de forma mais ágil e com a mínima intervenção do operador.
Este trabalho analisa como os tempos de presetting de ferramentas influenciam os tempos de setup e como afetam a disponibilidade das máquinas CNC, tendo como exemplo o caso de 20 empresas prestadoras de serviço de usinagem.
A pesquisa teve por finalidade realizar uma análise de como a operação de presetting de ferramentas pelo método manual afeta a disponibilidade dos equipamentos CNC quando comparado ao seu uso de sistemas automáticos.
O Gráfico 1 apresenta a classificação das empresas pesquisadas. Para a presente pesquisa, a clasificação do porte das empresas foi baseada pelo número de funcionários (conforme classificação SEBRAE): 50% são pequenas empresas; 30% são empresas de grande porte; e 20% são empresas de médio porte.
Durante o levantamento do perfil das empresas, outro ponto abordado foi o setor para o qual fornecem seus serviços: 60% são fornecedores para o setor automotivo, enquanto os demais 40% se distribuem entre os setores agrícola, eólico e outros.
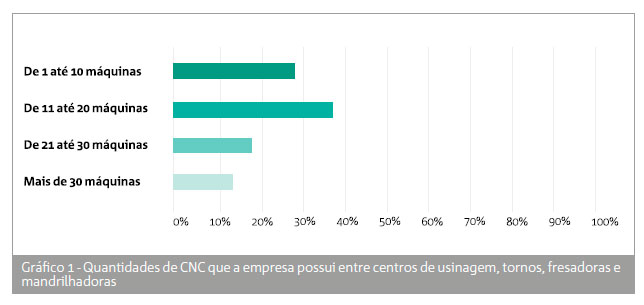
Outra questão aval iada foi a quantidade de máquinas CNC utilizadas por estas empresas (Gráfico 1).

A escolha desse método pode contribuir mais (método manual) ou menos (método automático) para a ocorrência dos tempos improdutivos. A utilização de sistemas automáticos de presetting é mais rápida e confiável quando comparada ao método de medição manual, que depende em grande parte da habilidade e experiência do operador.
Os dados das dimensões da ferramenta são transferidos ao CNC com segurança, de forma mais ágil e com a mínima intervenção do operador. Este trabalho analisa como os tempos de presetting de ferramentas influenciam os tempos de setup e como afetam a disponibilidade das máquinas CNC, tendo como exemplo o caso de 20 empresas prestadoras de serviço de usinagem.
Neste levantamento, foi observado que 25% das empresas possuem de 01 a 10 máquinas; 40% possuem de 11 a 20 máquinas; 20% possuem de 21 a 30 máquinas; e 15% possuem mais do que 30 máquinas.
No que se refere ao número médio de preparações (setup) que são realizadas a cada turno, pode ser observado que 30% das empresas realizam uma preparação por turno de trabalho; 35% realizam de duas a três preparações; 20% realizam de quatro a cinco preparações; e 15% realizam acima de seis preparações por turno de trabalho.
O número médio de ferramentas utilizadas por preparação (Gráfico 2) também foi objeto de questionamento. Pode ser identificado que 20% das empresas utilizam de 1 a 5 ferramentas por preparação; 50% utilizam de 6 a 10 ferramentas; 20% utilizam de 11 a 15 ferramentas; e 10% utilizam mais de 15 ferramentas por preparação.
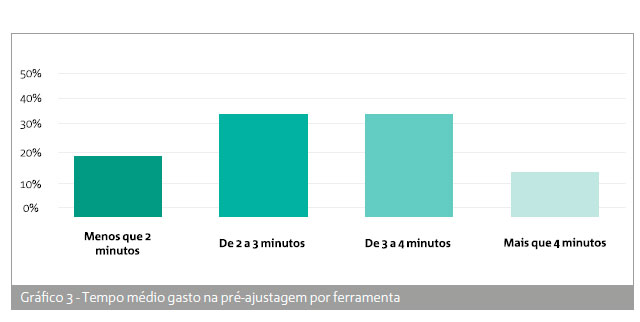
Nas empresas pesquisadas, foi também questionado o tempo gasto com a operação de pré-ajustagem para cada ferramenta (Gráfico 3). Dessas, 20% das empresas levam menos que dois minutos para a pré-ajustagem de cada ferramenta em seu processo; 35% das empresas levam de dois a três minutos; outros 35% das empresas levam de três a quatro minutos; e 10% das empresas levam mais do que quatro minutos para a pré-ajustagem por ferramenta.
Sobre como é realizado o presetting de ferramentas nessas empresas, 60% afirmaram utilizar apenas o método de pré-ajustagem manual; 30% afirmaram utilizar sistemas automáticos de presetting; e 10% das empresas utilizam sistemas de presetting externos para a medição das ferramentas, com inserção manual das medidas.
Como tempo total mensal disponível (horas) que as empresas possuem em relação ao número de máquinas CNC, utilizou-se a informação da quantidade de equipamentos operando em dois turnos de trabalho de 8,8 horas, adotando-se a média de 22 dias úteis por mês.
Como pode ser observado na Tabela 1, o índice médio de disponibilidade das máquinas CNC nas operações de pré-ajustagem manual foi de 80,88%.
Se aplicado o sistema automático de presetting, a disponibilidade das máquinas CNC aumentaria para 97,37%.


CONSIDERAÇÕES FINAIS
A operação de pré-ajustagem de ferramentas no setup afeta diretamente na disponibilidade das máquinas CNC.
Os índices de disponibilidade das máquinas CNC são diferentes conforme o porte das empresas estudadas: pequenas, médias e grandes.
Sistemas de presetting automáticos ainda não são usados em seu total potencial por duas razões: falta de conhecimento por parte das empresas sobre as vantagens o f e r e c i d a s e o c u s t o d e s t e s sistemas.
REFERÊNCIAS CONSULTADAS
ANTUNES, J. et al. Sistemas de Produção: conceitos e práticas paras gestão da produção enxuta. Ed.Bookman, Porto Alegre, 2008, 328p.
ARONSON, R.B. P r e s e t t i n g : Prelude to Perfection. Manufacturing Engineering, Dearborn, v.124, n.2, p.86-91,2000.
CORRER, I. Projeto e construção de um sistema de pré-ajustagem de ferramentas interno a LASER para uso em máquinas-ferramenta CNC. 2006. 161 f. Dissertação (Mestrado em Engenharia de Produção) – Universidade Metodista de Piracicaba, Santa Barbara D’ Oeste.
COSTA, F.S et al. Ganhos de produtividade e redução de perdas com o uso de sistemas toolsetter laser. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 34.; 2014, Curitiba. Anais… Curitiba: UP, 2014. P 1-14.
COSTA, F.S. et al. Produtividade e redução de perdas com uso de toolsetter a laser. Máquinas e Metais, v. 51, p. 52-61, 2015.
FULLONE, F. Pre-Cutting prep: Pre-Production Setup. Manufacturing Engineering, Dearborn, v.128, n.6, p.55-60, jun.2002.
FARDIN, E.L.et al. Avaliação dos tempos de pré-ajustagem de ferramentas em máquinas CNC: vantagens e ganhos com o uso de equipamentos presetting. I n : ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 30; 2010, São Carlos. Anais…São Carlos:UFSCar, 2010. p.1-10.
FOGLIATTO, F.S. Troca rápida de ferramentas: proposta metodológica e estudo de caso. Gestão e Produção. v. 10, n. 2, p. 163-181, 2003.
GIL, A.C. Como elaborar projetos de pesquisa. 4.ed. São Paulo: Atlas, 2002.
HARMON, R.L.; PETERSON, L.D. Reinventando a fábrica: conceitos modernos de produtividade aplicados na prática. Rio de Janeiro: Campus, 1991.
JURKO , J . e t a l . S tudy on screw drill wear when drilling X6Cr16Ni8Mo stainless steel. Journal Manufacturing Engineering, v.2, p.17-20, 2011.
LOTT, P. et al. Design of an Opt ical system for the In Si tu Process Monitoring of Selective Laser Melting (SLM). Physics Procedia, n.12, p. 683–690, 2011.
MOURA, R.A.; BANZATO, E. Redução do Tempo de Setup: Troca Rápida de Ferramentas e Ajustes de Máquinas. São Paulo: IMAM, 1996.
ROTONDARO, R.G. Six Sigma: estratégia gerencial para melhoria de processos, produtos e serviços. São Paulo: Atlas, 2002.
SEBRAE. Definição de porte de estabelecimentos segundo o n ú m e r o d e e m p r e g a d o s . I n : Serviço de Apoio a Micro e Pequenas Empresas. Disponível em: http://www.sebraesp.com. br/arquivos_site/biblioteca/ Estudos Pesquisas/mpes_numeros/ MPE_conceito_empregados.pdf. Acesso em: 05 de abr, 2016.
SIMON, A.T. Panorama do parque nacional de máquinas CNC de usinagem. In: Congresso de Usinagem. 08.; 2008, Expo Center Norte, São Paulo.
SIMON, A.T. et al. Influência das técnicas de pré-ajustagem de ferramentas na utilização de tecnologia CNC no Brasil. In: XXII Encontro Nacional de Engenharia de Produção, Curitiba, PR, 2002. Anais… Curitiba: ABEPRO, 2002.
SHINGO, S . Si s tema de Troca Rápida de Ferramenta: Uma revolução nos sistemas produtivos. Porto Alegre: Bookman, 2008.
VIEIRA JUNIOR, M. et al. Statement of Losses Caused by the Presetting of Tools by the Manual Method. In: POMS 22nd Annual Conference, Anais… Reno, Nevada, U.S.A., 2011.
VIEIRA JUNIOR , M . e t a l . Comparação de tempos entre o método manual e sistemas a laser. Máquinas e Metais, v. 48, p. 108-121, 2012
VIEIRA JUNIOR, M. et al. Variações na qualidade dimensional causadas pelo método de pré-ajustagem de ferramentas em centros de usinagem. In: CONGRESSO BRASILEIRO DE ENGENHARIA DE FABRICAÇÃO, 8.; 2015, Salvador. Anais… Salvador:, 2015. p. 1-10.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours