A implantação do TPM (Manutenção Produtiva Total) e do indicador OEE: Desafios e dificuldades
Logo após a Segunda Guerra Mundial, a indústria japonesa iniciou seu processo de reestruturação com forte apoio técnico e financeiro dos Estados Unidos. Nesta nova conjuntura econômica, os japoneses passaram a buscar métodos de eliminação de desperdícios e melhoria de processos para aumentar sua competitividade industrial através da elevação da qualidade e da produtividade.
Os empresários japoneses remanescentes do pós-guerra, apoiados por profissionais norte-americanos como Edward Deming e Joseph Juran, iniciaram uma forte mobilização nacional para a conscientização sobre a importância da qualidade como um fator de sobrevivência em meio a um novo cenário econômico que emergia no pós-guerra.
A busca de aprimoramento das atividades empresariais e a melhoria dos processos de industrialização estabeleceram o ponto de partida para a popularização de conceitos e técnicas relacionados à manutenção e a programas de qualidade e produtividade.
Neste contexto, surgiu o TPM (Total Productive Maintenance) ou MPT (Manutenção Produtiva Total). O termo MPT (Manutenção Produtiva Total) foi utilizado pela primeira vez no final dos anos 60 pela empresa Nippon Denso, um dos fornecedores da Toyota.
Os resultados expressivos obtidos em relação ao aumento da disponibilidade para o uso de máquinas e equipamentos contribuíram para a rápida disseminação do MPT em todo o mundo e para organizações de diversos segmentos industriais.
Alguns estudiosos consideram o MPT como uma ferramenta de apoio ao programa LEAN e associam a sua utilização ao princípio denominado “Máxima Disponibilidade”, que consiste em conseguir que as máquinas e equipamentos de uma instalação industrial estejam o máximo de tempo possível disponíveis para uso.

Atingir esta condição requer esforços constantes para identificação e redução de tempos improdutivos através de uso de técnicas específicas que compõem o programa.
Vamos avaliar as etapas necessárias para implantação do MPT e as técnicas específicas de apoio.
MPT: Objetivos e Etapas de Implantação
O MPT é um método de trabalho que busca melhorar a produtividade através de atividades baseadas no trabalho em equipe e na colaboração constante entre produção e manutenção, para a completa eliminação de:
– Quebra de equipamentos;
– Problemas de qualidade;
– Perdas de produtividade relacionadas ao uso dos equipamentos;
– Outras perdas de manufatura (desperdícios).
Seus objetivos são:
– Buscar a máxima eficiência do sistema de produção;
– Eliminar todas as perdas
– Aumentar a vida útil dos equipamentos;
– Abranger todos os departamentos da empresa;
– Envolver todos os funcionários;
– Buscar a meta de “Quebra Zero”.
A figura 01 sintetiza a definição, os objetivos de um programa MPT e o “ciclo de melhorias” que se planeja efetivar a partir de sua aplicação.
A implantação do MPT baseia-se em oito pilares de sustentação. A figura 02 ilustra os pilares e seus objetivos específicos.
O pilar inicial é a “Manutenção Autônoma”, que visa:
– Criar um ambiente no qual os operadores se sintam responsáveis pelos equipamentos produtivos; § Tenham capacidade técnica para corrigir pequenos e médios problemas; § Percebam indícios de quebras futuras; § Executem manutenções periódicas nos equipamentos (como lubrificação), de forma a extrair o melhor desempenho produtivo possível.
Para atingir os objetivos do pilar “Manutenção Autônoma”, as empresas precisam capacitar seus colaboradores para que eles estejam aptos a identificar anomalias nos equipamentos e corrigir pequenos problemas de manutenção.
A implantação do pilar “Manutenção Autônoma” em uma empresa de grande porte requer ações a longo prazo. É um projeto que pode durar anos e é dividido em sete etapas. A passagem de cada etapa pode levar, em média, de seis meses a dois anos. A cada etapa de evolução aumenta o conhecimento técnico dos operadores e seu grau de autonomia para resolver os problemas de cada linha produtiva.
Para aferir os resultados do programa MPT, as métricas principais utilizadas são (ver figura 03):
– OEE (Overall Efectiveness Equipment),
que é geralmente traduzido por “Rendimento
Global do Equipamento);
– MTTR (Tempo Médio Para Reparo);
– MTBF (Tempo Médio Entre Falhas).
O ciclo de melhorias do MPT e a métrica OEE
O MTTR e o MTBF são indicadores conhecidos pelos gestores de manutenção das empresas. De modo geral, pode-se considerar que quanto mais efetiva é a função “manutenção” em uma organização produtiva, menor a taxa de falhas dos equipamentos e menor tempo é gasto no seu reparo. Assim, valores de MTTR mais baixos e de MTBF mais altos indicam que a manutenção tem bom desempenho no apoio às operações produtivas.
O OEE é um indicador que merece atenção especial. Sua análise permite orientar e priorizar ações focadas na solução de problemas específicos e gerar resultados com maior velocidade.

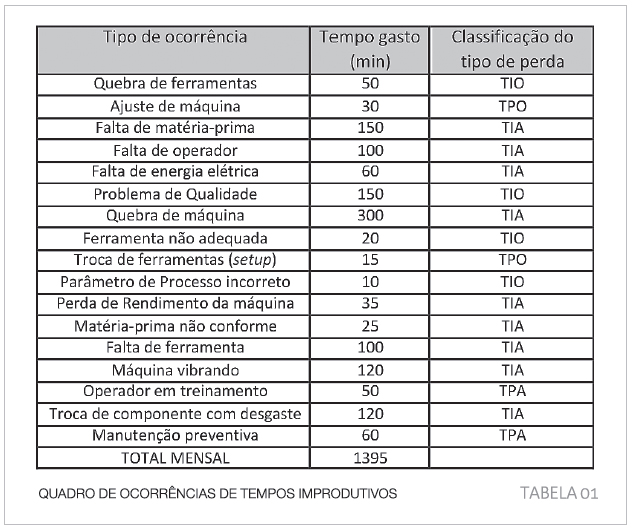
Para entender este aspecto, consideraremos o quadro de apontamentos fornecido a seguir, que mostra os tempos improdutivos de uma máquina durante um mês de operação.
A medida numérica construída para avaliar o OEE pode variar dependendo da empresa que o utiliza. Mas os princípios que regem sua análise devem ser sempre os mesmos e baseiam-se na qualificação das perdas segundo dois critérios de classificação:
– Classificação por origem da ocorrência: diferencia as ocorrências relacionadas a falhas ou problemas do processo produtivo (uso indevido de parâmetros ou regulagens, falhas de funcionamento da máquina, qualificação inadequada do operador etc.) das falhas ou problemas causados por deficiências da estrutura suporte, de apoio aos processos. Neste caso, situam-se problemas como falhas de abastecimento de materiais, quedas de energia ou falhas no fornecimento de facilities, por exemplo.
– Classificação por previsibilidade da ocorrência: diferencia as ocorrências relacionadas a perdas de tempo produtivo por atividades planejadas (manutenção preventiva, setup, ginástica laboral, reuniões periódicas de rotina) das perdas ocasionadas por imprevistos (quebras de equipamentos, de ferramentas, necessidades de manutenção corretiva).
A combinação dos dois critérios de classificação de ocorrências gera quatro categorias diferentes para alocação de tempos perdidos ou improdutivos (ver tabela 01):
– TPO: tempo perdido por atividades previstas de natureza no processo produtivo;
– TIO: tempo perdido por atividades imprevistas de natureza no processo produtivo;
– TPA: tempo perdido por atividades planejadas de natureza na estrutura suporte (de apoio);
– TIA: tempo perdido por atividades imprevistas de natureza na estrutura suporte (de apoio).
O gráfico 01 apresenta as perdas classificadas segundo os critérios definidos. Analisando-se os resultados, nota-se que 72,4% dos tempos perdidos estão relacionados a problemas de natureza na falta de estrutura suporte adequada para as operações (tempos imprevistos de origem administrativa).
Assim, ações de melhoria devem concentrar-se em propiciar o suporte adequado ao processo produtivo, de modo a minimizar este tipo de perdas.
É importante notar que a classificação das perdas segundo os critérios propostos pode (e deve) ser padronizada na empresa, para que todos os apontamentos utilizem a mesma base de conhecimento para qualificar as ocorrências, sem diferenças de interpretação.
Outro ponto fundamental para o sucesso do MPT e a aferição adequada de seus resultados através do OEE é que a estrutura de apontamento de dados seja compartilhada entre produção e manutenção. Em alguns casos, apontamentos distintos realizados por estas áreas da empresa podem gerar conflitos na apuração de resultados e implicar em distorções dos dados e análises.
Considerações Finais
Embora o tempo necessário para a implantação completa de um programa MPT exija ações de longo prazo, a partir das primeiras etapas do trabalho alguns resultados aparecem, o que gera o estímulo necessário para a sua continuidade.
Reduções de custos de manutenção (materiais e tempo dos manutentores), aumento gradativo de OEE e MTBF e redução concomitante de MTTR acontecem ainda nas fases iniciais do programa.
Os maiores desafios se referem às dificuldades em capacitar adequadamente operadores para que eles, gradativamente, assumam as tarefas mais simples de manutenção e detecção de anormalidades. Em empresas com alta rotatividade de pessoal, estas dificuldades aumentam.
A integração de esforços e ações entre os times de manutenção e produção também é um ponto fundamental para assegurar o sucesso do programa.

O início do programa em uma área piloto é uma estratégia interessante que permite acumular conhecimento e experiência, que serão valiosos quando se optar por sua disseminação em toda a organização.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours