
Desafios dos processos e usinagem com ausência de fluidos lubrirrefrigerantes: Processo de furação
A s organizações trabalham em prol de aprimorar seus processos produtivos para mitigar os custos e aumentar a qualidade do produto final. Isso faz com que as empresas procurem por tecnologias e metodologias inovadoras que sejam capazes de aprimorar as técnicas de forma positiva.
Os processos de usinagem apresentam alta aplicabilidade nas indústrias, além de serem métodos de fabricação com destaque na maioria dos segmentos de manufatura atual. Dentre os processos de usinagem, a furação ocupa um lugar eminente tanto pela sua ampla utilização, quanto pela dificuldade das operações.
A furação possui algumas peculiaridades, entre elas, difícil transporte de cavacos e altas taxas de desgaste. Esses fatores tornam a furação um dos mais complexos processos de usinagem, em que pequenas modificações nas grandezas de entrada do processo podem representar uma transformação significativa na vida da ferramenta.
Na furação com ausência de fluidos lubrirrefrigerantes, a falha da ferramenta é um fator importante que afeta a produtividade e a eficiência na produção. Os processos de furação sem fluido apresentam-se como uma solução viável quando o objetivo é reduzir gastos com fluídos e aumentar o cuidado com o meio ambiente e a saúde do operador. No entanto, é preciso entender o método para ajustá-lo de forma eficaz. E, uma vez que as companhias compreenderem a importância dessas práticas para elevar suas reputações no mercado, minimizar custos e aprimorar a qualidade, a propensão é que essas ações se tornem cada vez mais frequentes.
Buscando contribuir com o entendimento dos desafios da furação sem fluído, foram desenvolvidos diversos ensaios de furação com parceiros usuários. Este artigo é um breve descritivo de alguns dos resultados obtidos neste projeto. O primeiro resultado apresentado contou com o uso de fluído lubrirrefrigerante e, em seguida, realizaram-se três ensaios sem fluidos. Nesses foram variados a velocidade e a estratégia de corte, com o objetivo de atingir resultados similares ou melhores do que os realizados primeiramente. A Tabela 1 mostra as especificações dos ensaios. Primeiramente, ocorreu um ensaio com emulsão, com o intuito de refrigerar e lubrificar as proximidades da região de corte; depois optou-se por retirar o fluído e reduzir a velocidade de corte; em seguida, mudou-se a estratégia de avanço, intermitente sem e com recuo para fora do furo. Os resultados estão expostos a seguir.
O material dos corpos de prova utilizados no ensaio foi o aço AISI P20, com dureza entre 36 e 38 HRc. As ferramentas utilizadas foram brocas helicoidais de metal-duro, DIN 6537K, de 8,5 mm de diâmetro, com dois gumes de corte e revestidas com nitreto de titânio alumínio (TiAlN). O fluído utilizado na condição de emulsão foi o Vasco 1000, com concentração de 10%, pressão de 3,2 bar e vazão de 1800 l/h. Para cada condição foram realizados três testes, de modo a obter maior confiabilidade dos resultados.
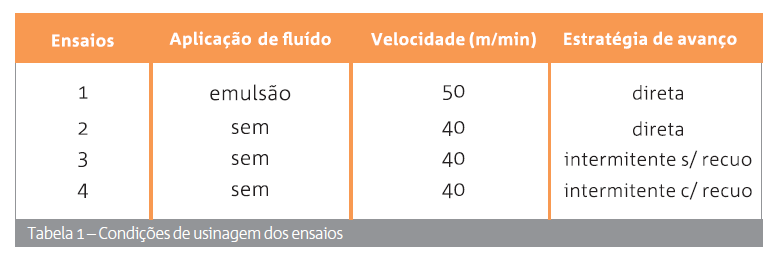
Figura 1 – Gráfico representativo do comportamento de desgaste. Tabela 1 – Condições de usinagem dos ensaios Como critérios de fim de vida foram adotados o desgaste de flanco máximo de 0,2 mm ou a ocorrência de lascamentos. Devido a limitações de custo e tempo, também foi adotado um critério de fim de teste – a realização de 1200 furos por ferramenta – mesmo que a ferramenta não tivesse atingido nenhum dos critérios de fim de vida. Os parâmetros de trabalho foram definidos com base nas recomendações do fabricante das ferramentas e avaliados através de testes preliminares.
A Figura 1 apresenta o comportamento de desgaste típico de uma ferramenta utilizada na condição de furação direta com fluído e velocidade de corte de 50 m/min.
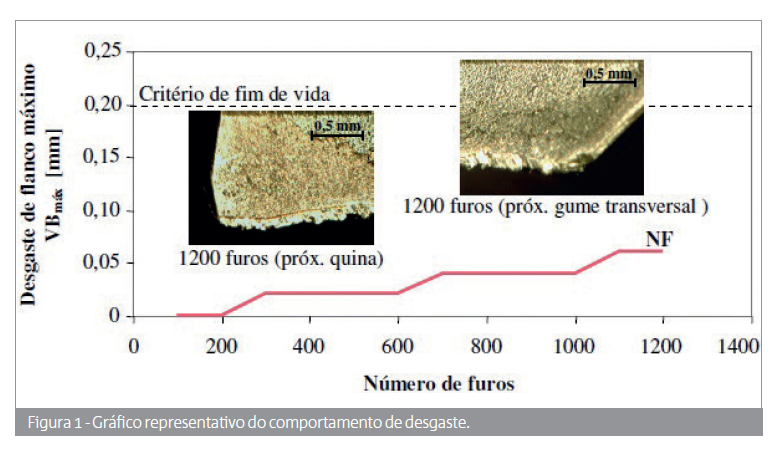
É possível observar que a ferramenta apresentou um comportamento progressivo de desgaste. Entretanto, o desgaste apresentado até 1200 furos não foi significativo, pois as marcas de desgastes estavam na ordem de grandeza do raio do gume da ferramenta, cuja dimensão é de 0,05 mm. A partir de 1100 furos, foi observada a ocorrência de microlascamentos próxima ao gume transversal da broca. Além disso, uma alta quantidade de adesão do material no flanco da ferramenta foi observada, o que leva a formação de lascamentos. A Figura 2 mostra a imagem de um lascamento observado em uma das ferramentas usada na furação com emulsão depois de 1000 furos.
Verifica-se também que esta condição apresentou ferramentas que atingiram os critérios de fim de vida e uma das ferramentas ensaiadas atingiu o critério de número limite de 1200 furos.
Este resultado se deve ao fato de que na furação direta o fluido não alcança a zona de corte em profundidades maiores que 1,5 vezes o diâmetro da ferramenta (WEINERT, 2004). Como a profundidade empregada nos ensaios foi de três vezes o diâmetro, na metade final da profundidade dos furos realizados com furação direta a lubrirrefrigeração da ferramenta ficou prejudicada, potencializando o desgaste das brocas. Esse resultado pode ser atribuído a dois fatores distintos. O primeiro é o maior choque térmico ocorrido nas ferramentas com a aplicação de emulsão, após cada recuo da ferramenta para fora do furo. Embora não tenham sido observadas fissuras térmicas características, é provável que a variação brusca de temperatura nos gumes da broca tenha influenciado no desgaste das mesmas. A segunda causa é o fato de que, nas condições de MQL e a seco, embora ocorra a carência de refrigeração na zona de corte, o calor gerado também tem um efeito positivo, pois a elevação da temperatura do material usinado diminui a resistência ao cisalhamento do mesmo, reduzindo os esforços mecânicos necessários ao corte – efeito este que não ocorre na condição de emulsão, pois o fluido em abundância refrigera a ferramenta e também o corpo de prova, cujo material apresenta elevada dureza a frio e, com o resfriamento, tem mantida a sua elevada resistência ao cisalhamento (ZEILMANN, 2009). A aplicação do fluido lubrirrefrigerante tende a aumentar a adesão de material removido sobre a ferramenta. No decorrer do processo, o material aderido é removido, levando consigo partículas do substrato da ferramenta, caracterizando os microlascamentos (STEMMER, 2005).
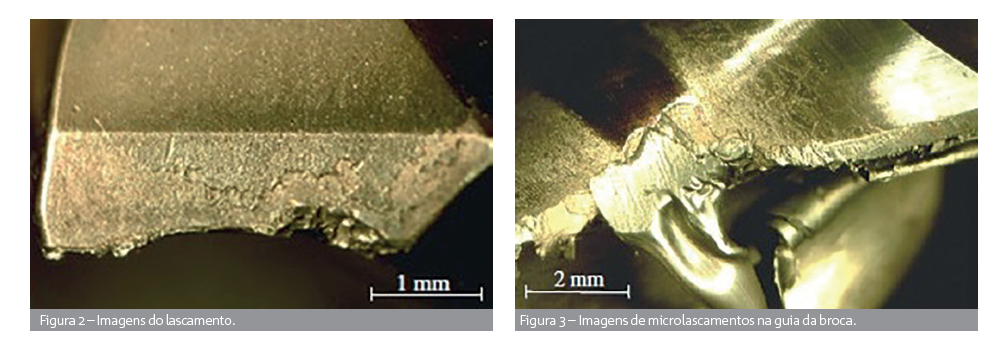
Com o intuito de retirar o fluído lubrirrefrigerante, realizou-se um ensaio com furação direta, porém com velocidade de corte de 40 m/min. Um dos maiores problemas da furação a seco é a remoção/transporte do cavaco para fora do furo, devido a isso o número máximo de furos obtidos foi 129. Nessa condição, o fluxo do cavaco foi difícil e a obstrução do canal da broca ocorreu, forçando o escoamento do cavaco entre a guia e a parede do furo, como mostra a Figura 3. Além disso, microlascamentos foram observados nas guia após 30 furos, como também exposto na Figura 3.
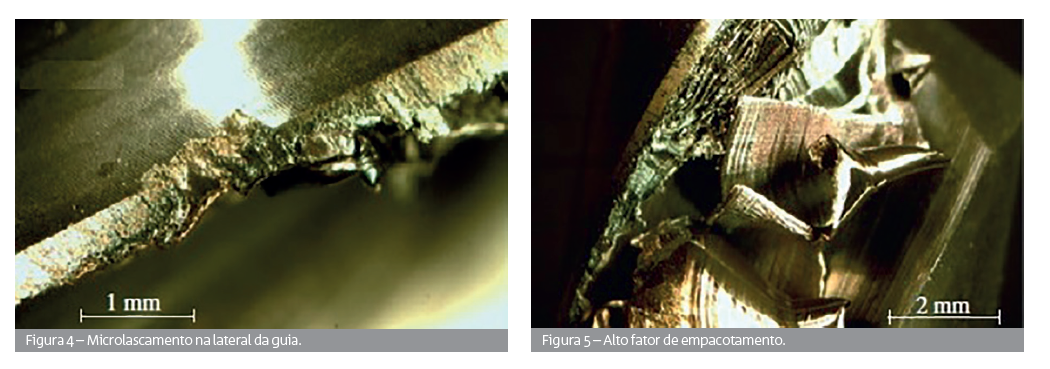
A combinação desses problemas comprometeu o fluxo do cavaco, causando a obstrução dos canais e levando ao colapso da ferramenta. Para melhorar o fluxo do cavaco, os canais de algumas ferramentas foram polidos com um pano de polimento, para obter uma superfície mais lisa e dessa maneira facilitar a expulsão do cavaco. No entanto, melhores resultados não foram obtidos e novamente microlascamentos ocorreram nas laterais da guia, como mostra, após 85 furos, a Figura 4.
Com o intuito de resolver o problema de microlascamento, foi realizado um teste no qual se mantém os mesmos valores de corte e avanço, mas adotou- -se uma condição de corte intermitente, com um avanço de 1,5 mm, sem recuar para fora do furo. A intenção dessa estratégia foi melhorar a quebra de cavaco, e, por conseguinte, melhorar o fluxo de cavaco, mas novamente bons resultados não foram obtidos. A broca apresentou alta adesão do material no canal e na lateral da guia e um alto fator de empacotamento foi observado. A Figura 5 ilustra essa condição.
Esse desfecho explica os resultados pouco favoráveis na vida da ferramenta na condição a seco contínua. Baseado nessas análises, foi decidido modificar a estratégia de corte com o objetivo de facilitar a expulsão do cavaco do furo. Assim, foi adotado a furação intermitente com avanço de 1,5 mm com recuo para fora do furo. Essa ação melhorou a expulsão do cavado do furo e, dessa maneira, os microlascamentos nas laterais das guias não ocorreram. Entretanto, essa estratégia aumentou o tempo de furação em aproximadamente 150%.
A furação com emulsão realizou em média 933 furos, considerando uma maior velocidade de corte e também um menor tempo de usinagem. Já na furação com ausência de fluido e com recuo para fora dos furos, todos os testes foram interrompidos no critério de 1200 furos. Este resultado é devido ao melhor escoamento do cavaco obtido com o recuo da ferramenta. Nos testes iniciais na condição a seco com furação direta e intermitente sem recuo, apresentaram grande dificuldade para a remoção do cavaco, gerando um alto fator de empacotamento. Essas condições levaram a obstrução do canal da broca e, consequentemente, a quebra da ferramenta.
Após uma análise da formação do cavaco, foi concluído que o corte estava sendo feito pelas laterais da guia, ao invés de utilizar os gumes principais, o que mudou os planos de corte em relação ao eixo de alimentação e comprometeu o fluxo de cavaco ao longo do canal. Para resolver esse problema, a estratégia intermitente com recuo foi adotada. Assim, melhorou o fluxo do cavaco e cessou a quebra da ferramenta, no entanto aumentou consideravelmente o tempo de usinagem, o que leva a maiores custos. Deste modo, considera-se que está bem estabelecido que os principais problemas na furação, quando o fornecimento de fluido lubrirrefrigerante é removido, são o aumento da manutenção de temperaturas elevadas na zona de corte e a dificuldade para remover o cavaco (KÖNIG; KLOCKE, 2002). Este segundo aspecto é especialmente crítico para a furação, uma vez que o processo de corte é envolvido pelo material da peça. Quando o fluxo de cavacos é comprometido, isso conduz a obstrução da passagem do cavaco e pode causar a quebra da ferramenta (KIM et al., 2009). Sabe-se, também, que estes problemas são causados pela perda das funções primárias dos fluidos, que são de lubrificação, de refrigeração e transporte de cavaco (KÖNIG; KLOCKE, 2002).
Essa variedade de fatores que compõe os processos de usinagem, em especial o de furação, leva a necessidade do entendimento do processo para que trabalhos com alto padrão de qualidade e baixo custo ocorram. Esses benefícios estimulam o desenvolvimento de pesquisas na área, com o objetivo de aproximar- -se do ponto ótimo de usinagem na furação a seco.
Dessa maneira, pode-se perceber como um desafio encontrar parâmetros na usinagem a seco que possibilitem boas velocidades de corte e menores taxas de desgaste praticadas na usinagem tradicional com fluído. O entendimento quanto à eliminação do fluído pode trazer não somente a redução do consumo, mas também a preservação do meio ambiente e da saúde do operador.
O estudo realizado vem de encontro a isso, já que apresenta diferentes metodologias para a realização da furação sem fluído, contribuindo com novos resultados em um campo de difícil execução, já que as mesmas propriedades que melhoram uma determinada condição também podem dificultar outras.
Assim, apesar do estudo trazer bons resultados, ainda se percebe a possibilidade de aumentar a velocidade para que haja um maior aproveitamento do tempo de corte. Outro caminho que pode trazer um bom seguimento é a utilização de tratamentos de microgeometria, como o polimento por esponjas com cerdas abrasivas e tratamento de superfícies de acabamento por arraste, entre outros, com o intuito de reduzir as severidades observadas no processo e aprimorar a condição de contato peça/ferramenta.
Por fim, vale lembrar que, a condição da geometria da ferramenta, a interação das regiões de contato da ferramenta com o furo e o cavaco gerado durante o processo possuem elevado efeito sobre a rugosidade, textura, temperatura e deformações plásticas, assim é importante avaliar esses resultados para certificar conclusões futuras.
BIBLIOGRAFIA DE APOIO
Barshilia HC, Yogesh K, Rajam KS (2009) Deposition of TiAlN coatings using reactive bipolar-pulsed direct current unbalanced magnetron sputtering. Vacuum 83:427–434
Bhowmick S, Lukitsch MJ, Alpas AT (2010) Dry and minimum quantity lubrication drilling of cast magnesium alloy (AM60). Int J Mach Tools Manuf 50:444–457
Firouzdor V, Nejati E, Khomamizadeh F (2008) Effect of deep cryogenic treatment on wear resistance and tool life of M2 HSS drill. J Mater Process Technol 206:467–472
Kim DW, Lee YS, Park MS, Chu CN (2009) Tool life improvement by peck drilling and thrust force monitoring during deep-micro-hole dr i l l ing of steel. Int J Mach Tools Manuf 49:246–255
König W, Klocke F. Fertigungsverfahren – Drehen, Fräsen, Bohren. 7ª Auflage. Ed. Springer-Verlag. Berlin. 2002.
Stemmer, C.E., 2005, “Ferramentas de corte”, 2ª ed., Editora da UFSC, Florianópolis.
Weinert K, Inasaki I, Sutherland JW, Wakabayashi T. Dry machining and minimum quantity lubrication. Ann CIRP 53:511–537, 2004.
Zeilmann, R.P., Vacaro, T., Bordin, F.M. e Sonda, V., 2009, “Processos de usinagem e responsabilidade ambiental através da redução da utilização de fluidos de corte”, Anais do XVII Simpósio Internacional de Engenharia Automotiva, São Paulo.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours