
Redução de estoques e estratégias de produção: O princípio do mínimo inventário
Qualquer que seja a estratégia adotada, a gestão dos estoques permanece importante. No entanto, seu foco deve variar, em função da necessidade específica de cada cenário.
O “estoque”, segundo Nigel Slack (Princípios da Administração da Produção, 2001), é definido como “a acumulação armazenada de recursos materiais em um sistema de transformação”.
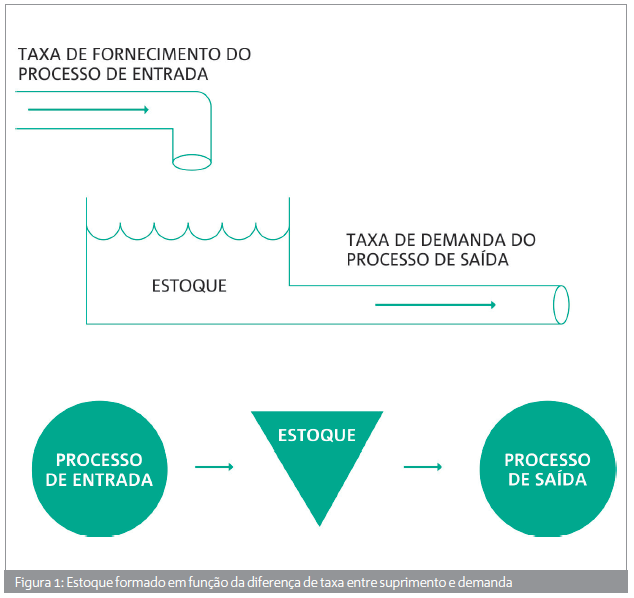
Segundo Slack, independentemente de qual material ou de qual ponto do processo ou operação, sempre que houver diferença de ritmo (ou taxa) entre suprimento e demanda haverá formação de estoques.
A figura 1 apresenta uma analogia bastante utilizada para exemplificar esta questão. O tanque de água simboliza a quantidade necessária para equalizar as taxas de suprimento (entrada) e de demanda (saída). Quando a operação exige uma taxa de demanda maior que o fornecimento, o estoque se reduz; quando a operação trabalha a uma taxa de demanda mais baixa que o fornecimento, o estoque aumenta. Desse modo, se for possível equilibrar as taxas de suprimento e demanda, a condição de mínimo estoque será alcançada.
O princípio do mínimo inventário (um dos pilares de um programa LEAN) preconiza que as operações industriais devem dimensionar estoques de acordo com a demanda.
Este princípio pode ser operacionalizado através do sistema JIT (Just In Time): produzir apenas as quantidades solicitadas pelo cliente (interno ou externo), no padrão de qualidade requerido, e no momento adequado, e também pode ser expandido para operações de serviços.
Produzir itens, componentes ou produtos antes do momento adequado gera estoques de acabados. Quanto maior esta quantidade, maior a necessidade de espaço de armazenagem, mão de obra para controle, recursos de TI para supervisão e Figura 1: Estoque formado em função da diferença de taxa entre suprimento e demanda equipamentos para movimentação e guarda. Portanto, maiores custos de armazenagem.
Produzir com atraso, após os prazos solicitados, gera insatisfação dos clientes por não cumprimento dos “lead times” planejados de produção e entrega. Indicadores como o “OTIF” (On Time In Full Delivery) são afetados, e o fornecedor é mal avaliado quanto à qualidade do serviço prestado. Em algumas cadeias de suprimentos, como a automotiva, por exemplo, atrasos sucessivos podem levar até mesmo à “desqualificação” do fornecedor.
Assim, conciliar estoques reduzidos e alto desempenho de entregas é um dos maiores desafios para a área de gestão de materiais e operações.
Além disso, diferentes organizações e segmentos podem estar sujeitos a mercados com características de consumo distintas. Portanto, uma dificuldade adicional se configura: gerenciar estoques, considerando a necessidade de alinhá-los às denominadas “estratégias de produção”.
As diferentes estratégias de produção demandam esforços distintos de dimensionamento e controle de estoques. No item seguinte deste trabalho, estes esforços serão detalhados.
Estratégias de Produção e FOrmação de Estoques
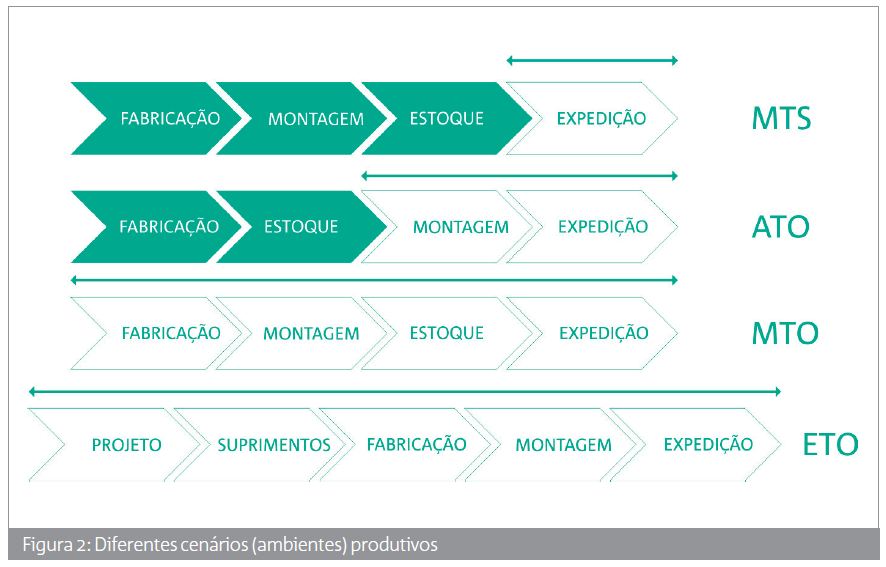
A figura 2 apresenta as principais estratégias de produção que uma organização pode adotar para seus produtos ou serviços. Deve-se observar que, caso se esteja analisando um grande mix de produtos, é possível que sejam encontrados itens da mesma empresa, classificados em categorias diferentes de estratégias de fornecimento.
A estratégia MTS (Make To Stock) ou “produzir para estoque” é adotada quando se planeja reduzir o tempo de fornecimento do item ao cliente. Produtos finais são mantidos em estoques de acabados e são consumidos conforme a demanda dos clientes.
Uma vez que já estão prontos, a partir do recebimento do pedido, apenas os tempos de separação, embalagem e expedição serão gastos para garantir sua chegada ao cliente.
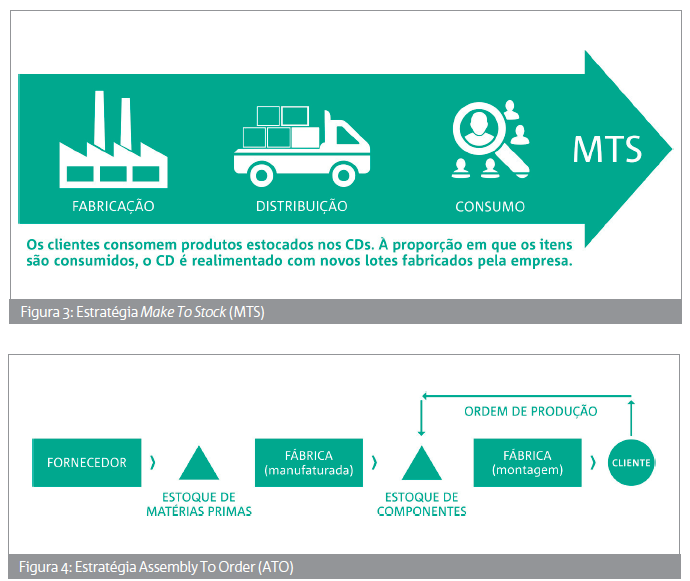
A maior vantagem desta estratégia é o que denominamos “pronta entrega” e o maior desafio para efetivá-la é dimensionar adequadamente o estoque de produtos acabados, para garantir alto giro e cobertura suficiente. Trata-se de uma estratégia amplamente utilizada para produtos da “linha branca” e alguns produtos eletrônicos.
Estas empresas geralmente enviam os produtos acabados para centros de distribuição (CDs), estrategicamente localizados em relação a seus principais mercados (figura 3). A produção de novos produtos orienta-se pelo consumo dos itens prontos em estoque nos CDs, que são gradativamente demandados pelas grandes redes comerciais.
Geralmente, o sistema MTS é adotado quando os padrões de demanda são conhecidos e estáveis, possibilitando planejar as quantidades que alimentarão o estoque com pequenas margens de erro (previsão versus realizado).
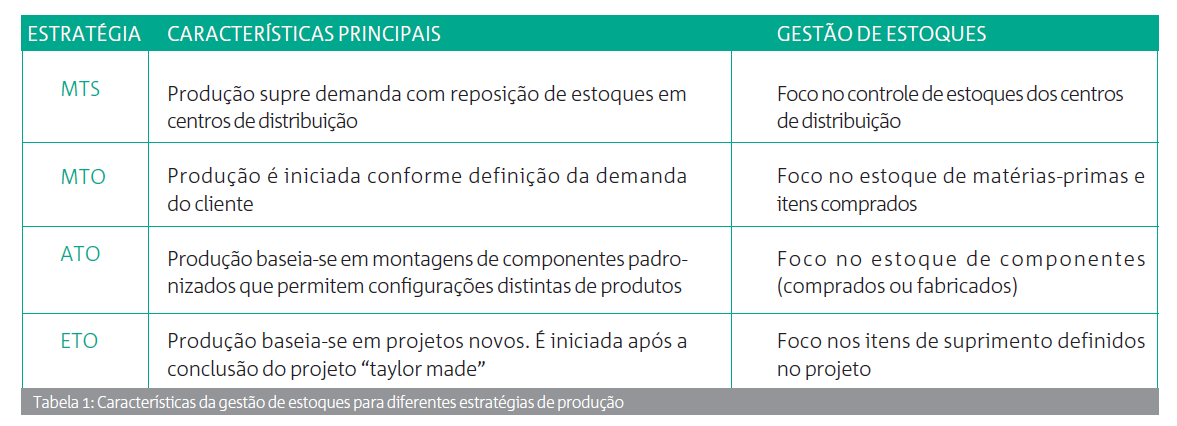
A estratégia ATO (Assembly To Order) ou “montar produto conforme ordem” (figura 4) consiste em manter estoques dos principais componentes ou subconjuntos prontos, aguardando a chegada das ordens de fabricação (pedidos). É também conhecida por “Postponed Manufacturing”, ou Manufatura Postergada. Trata-se de uma estratégia utilizada principalmente por fabricantes de produtos eletrônicos, como laptops e tablets. São casos em que, a partir de componentes ou subconjuntos padronizados, uma grande combinação de produtos finais é possível, gerados por diferentes configurações.
Neste caso, tem-se o ganho de tempo relativo à fabricação dos itens a serem montados. No entanto, a necessidade de adequação dos estoques à demanda continua presente e de fundamental importância: dimensionar quantidades dos componentes e subconjuntos é o desafio principal para adotar esta estratégia.
A estratégia MTO (Make To Order) ou “produzir conforme pedido” é utilizada quando o processo produtivo é iniciado apenas após o recebimento do pedido (ordem). Neste caso, o estoque de matérias-primas deve ser adequado à demanda. Esta estratégia é adotada para os produtos que não possuem demanda estável, sujeitos aos efeitos de tendência e sazonalidade, ou produtos de demanda baixa, intermitente, em quantidades altamente variáveis a cada período.
Trata-se de uma estratégia que, se por um lado, reduz os riscos de erros de previsão que comprometeriam as quantidades estocadas, por outro lado, aumenta os tempos de entrega, pois inicia o processo produtivo a partir da efetivação do pedido: todo o tempo, desde a fabricação até a entrega ao cliente, será consumido, após a solicitação do cliente.
A estratégia ETO (Engineer to Order) ou “projetar conforme pedido” é utilizada nas organizações em que não existe um portfólio de produtos. Soluções de engenharia são desenvolvidas para cada pedido, de cada cliente. Neste caso, até mesmo o projeto só é iniciado após a confirmação do pedido (ordem). Trata-se do caso mais complexo para fazer previsões assertivas, e o lead time de entrega do produto depende da execução de todas as etapas do processo produtivo. Torna-se longo e altamente variável, dependente dos padrões de qualidade requeridos, do estabelecimento de requisitos funcionais precisos e do fluxo de informações adequado entre cliente e fornecedor.
Qualquer que seja a estratégia adotada, a gestão dos estoques permanece importante. No entanto, seu foco deve variar, em função da necessidade específica de cada cenário. A tabela 1 apresenta as características principais da gestão de estoque para cada estratégia apresentada.
SISTEMAS JUST IN TIME (JIT)
No período pós-guerra, f inal da década de 1940, a indústria japonesa tentava reestruturar-se em um cenário extremamente adverso: falta de mão de obra qualificada, demanda prejudicada pelo baixo poder aquisitivo e falta de capital para investimentos em infraestrutura.
Alguns destes obstáculos acabaram por gerar soluções altamente criativas: os sistemas Just In Time (JIT), que se originaram neste período.
Existem duas explicações para seu surgimento e elas são conflitantes:
– Surgimento em decorrência dos fatores culturais e econômicos do período (escassez de recursos, necessidade de evitar desperdício) – levou à necessidade de controlar rigidamente o consumo de materiais;
– A explicação alternativa baseia- -se na situação da indústria naval japonesa logo após a guerra, que solicitava aço aos fornecedores (com excesso de capacidade, em função da queda brusca de demanda) somente quando era necessário.
Os sistemas JIT são considerados um dos pilares mais importantes da “LEAN Production”, que seria estruturada na década de 1980. Além disso, formam a base do Sistema Toyota de Produção.
A chamada “produção puxada”, que operacionaliza o JIT usando os Tabela 1: Características da gestão de estoques para diferentes estratégias de produção ESTRATÉGIA MTS CARACTERÍSTICAS PRINCIPAIS GESTÃO DE ESTOQUES Produção supre demanda com reposição de estoques em centros de distribuição Produção é iniciada conforme definição da demanda do cliente Produção baseia-se em montagens de componentes padronizados que permitem configurações distintas de produtos Produção baseia-se em projetos novos. É iniciada após a conclusão do projeto “taylor made” Foco no controle de estoques dos centros de distribuição Foco no estoque de matérias-primas e itens comprados Foco no estoque de componentes (comprados ou fabricados) Foco nos itens de suprimento definidos no projeto MTO ATO ETO cartões (kanbans), causou grande impacto na indústria ocidental. É considerada um dos fatores fundamentais, dentre os que alavancaram a indústria japonesa ao longo das últimas décadas, a ponto de se tornar referência mundial em relação aos altos padrões de qualidade e produtividade atingidos.
Conforme já citado neste texto, o princípio do mínimo inventário originou-se do JIT e da produção puxada: estoques devem ser gerados e controlados conforme a demanda.
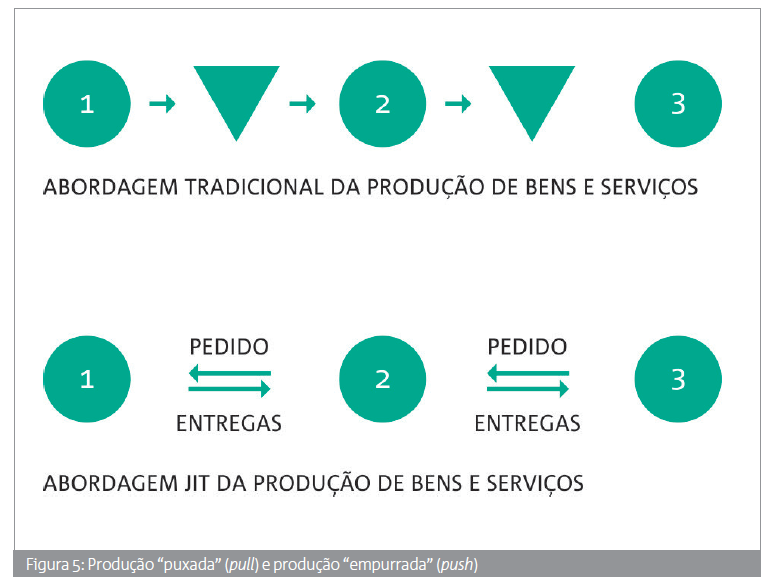
A figura 5 ilustra as principais diferenças entre a produção “puxada” característica dos sistemas JIT e a produção convencional “empurrada”, que predominava até seu surgimento e disseminação.
Na produção “empurrada” ou “push system”, as ordens são recebidas na etapa inicial do processo. A partir da emissão da ordem, o material inicia seu fluxo produtivo, sendo “empurrado” de uma etapa para outra subsequente, até o final da sequência de produção.
Na prática, é muito raro encontrar processos produtivos com etapas perfeitamente balanceadas – diferentes velocidades de processamento, em etapas distintas, são muito comuns para a maioria deles.
Esta prática gera a formação de estoques intermediários (simbolizados pelos triângulos invertidos da figura 5) e traz alguns inconvenientes. O WIP (Work In Process) gerado ocupa espaço no chão de fábrica, dificulta o fluxo, o controle de quantidades e a identificação de materiais, contribuindo para aumentar os tempos de movimentação e, consequentemente, os prazos de entrega.
Por outro lado, algumas vantagens decorrem da aplicação desta prática: os estoques intermediários (WIP) funcionam como “reguladores” de fluxo, reduzindo o impacto de problemas causados por interrupções de processos. Desse modo, se um estágio do processo sofre uma interrupção causada por um problema de qualidade ou quebra de máquina, os estágios seguintes não “percebem” esta ruptura até que os estoques intermediários sejam consumidos. Diz-se, então, que os altos estoques intermediários provocam “independência” entre os estágios de operações: quando ocorre um problema em um estágio, isto só se tornará evidente no próximo após o consumo do WIP entre eles.
Na produção “puxada” (pull system), não há estoques intermediários. As ordens são analisadas a partir da última etapa do processo. Caso não existam itens a serem fornecidos, a ordem é encaminhada ao processo anterior, e assim sucessivamente, até “disparar ou iniciar” a produção no estágio em que não existirem itens prontos para serem fornecidos à etapa seguinte.
Como não se formam estoques intermediários (WIP), o fluxo de materiais fica facilitado, a velocidade do processo aumenta, tempos de processo se reduzem e prazos de entrega diminuem.
Mas também existem desvantagens nesta forma de produzir: como não existem estoques “reguladores”, há Figura 5: Produção “puxada” (pull) e produção “empurrada” (push) completa dependência entre estágios – se um problema interrompe o fluxo produtivo em uma etapa, imediatamente os outros estágios são afetados.
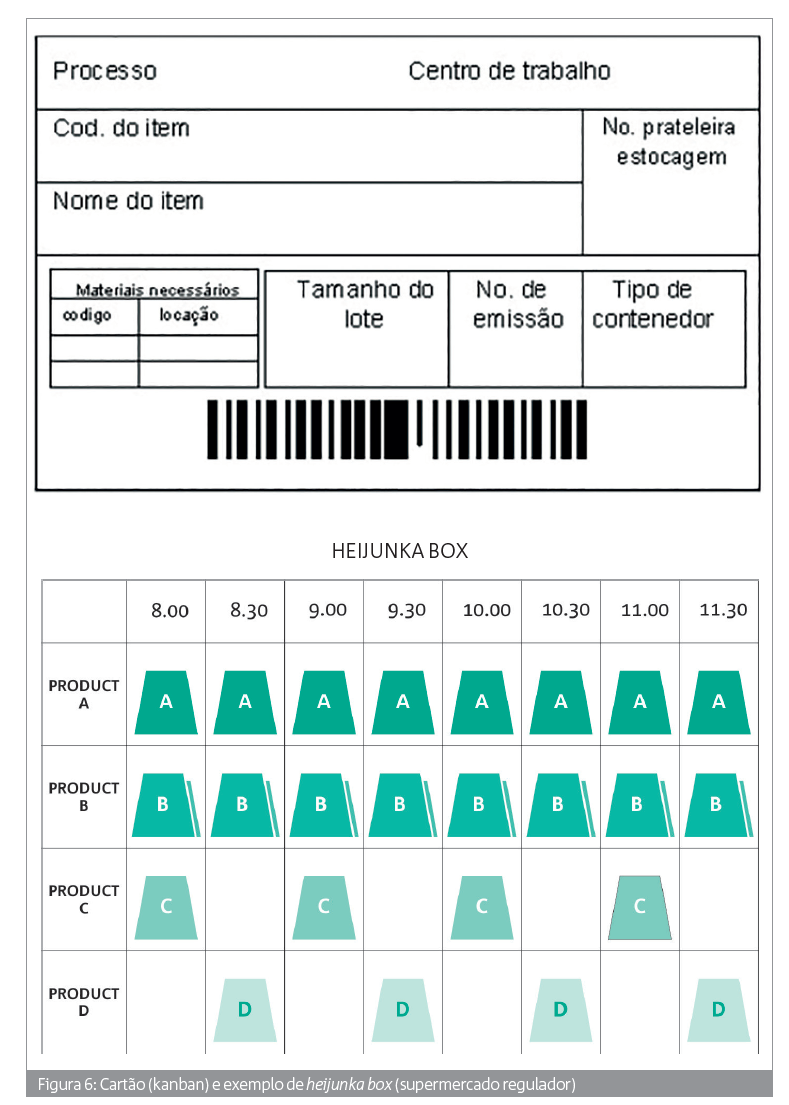
Na prática, é muito raro encontrar processos produtivos com etapas perfeitamente balanceadas – diferentes velocidades de processamento, em etapas distintas, são muito comuns para a maioria deles. Por isso, são utilizados os cartões (kanbans), que organizam o sequenciamento das ordens por etapa. Eles evitam que cada estágio produtivo trabalhe de forma independente da capacidade de consumo dos demais estágios, reduzindo o risco de formação de WIP.
Além dos cartões (kanbans), os “heijunka box” ou supermercados para regular o fluxo também são dimensionados, de forma a compensar a diferença de velocidade dos estágios (figura 6). Eles permitem que operações de montagem conciliem as restrições de fornecimento tanto de peças fabricadas internamente, como para os itens comprados de fornecedores externos.
A IMPLANTAÇÃO DO JUST IN TIME
Para garantir os resultados da aplicação da “produção puxada”, foi observada a necessidade de, perante a grande dependência que existe entre estágios de um processo, melhorar continuamente seu desempenho. Isto significa produzir sem interrupções causadas por problemas oriundos de qualidade, manutenção ou eficiência operacional.
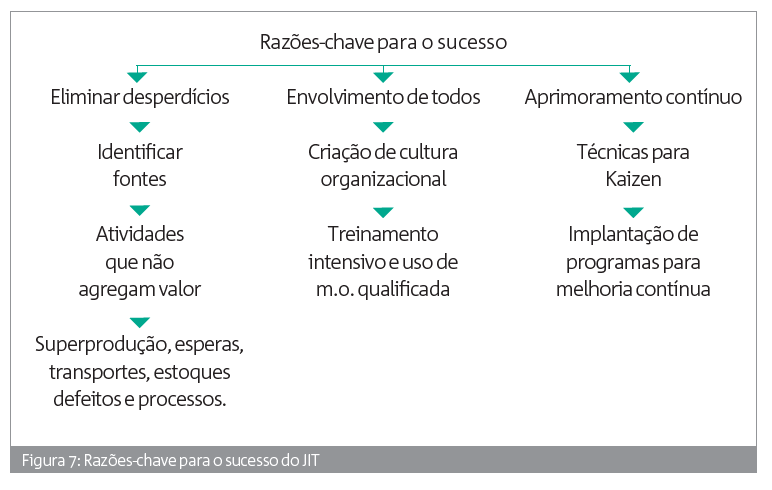
A figura 7 mostra as “razões-chave” para o sucesso da implantação dos sistemas JIT. Estas razões baseiam-se em três premissas: a eliminação de desperdícios através da aplicação dos conceitos LEAN para aumentar o valor agregado das atividades, o envolvimento de todos os colaboradores (que exige a capacitação para uso das ferramentas e autonomia para tomada de decisão) e a busca contínua pela melhoria de resultados (kaizen).
A base de trabalho sobre a qual a implantação do JIT se alicerça pode ser resumida nas seguintes práticas básicas:
PRÁTICAS BÁSICAS DE TRABALHO:
– Disciplina e padrões;
– Flexibilidade de práticas de trabalho;
– Igualdade de condições de participação;
– Incentivo à criatividade;
– Qualidade de vida no trabalho;
– Desenvolvimento pessoal; – Autonomia para intervir nas atividades.
SEUS PONTOS PRINCIPAIS SÃO:
1. Assegurar que os processos possuam padrões conhecidos e robustos (disciplina e padrões);
2. Garantir autonomia aos colaboradores para promover alterações nos estágios, interrupções quando problemas são detectados e conhecimento adequado para balizar a tomada de decisões;
3. Treinar operadores para execução de várias e diferentes etapas do trabalho em cada estágio e entre estágios para atingir a flexibilidade necessária;
4. Capacitar continuamente colaboradores para implantação de ações de melhoria.
Todo o trabalho de implantação dos sistemas JIT deve pautar-se por estas práticas. Embora a tarefa exija dedicação e disciplina, além de grandes esforços de gestão, os resultados são altamente compensadores.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours