
Forjamento incremental de precisão: Racionalização do uso de matéria-prima e de energia no forjamento a quente
As empresas do setor metalmecânico procuram cada vez mais aperfeiçoar seus processos produtivos para diminuir os custos com matéria-prima e obter maior qualidade em seus produtos, o que as têm levado a uma busca pela melhoria dos processos, fazendo com que sua atenção aponte para o desenvolvimento de tecnologias inovadoras que atendam essas exigências com processos rápidos e econômicos.
Os processos de fabricação com deformações plásticas incrementais, como o forjamento multidirecional de precisão, apresentam-se como uma solução viável para a economia de matéria-prima e de energia na produção de componentes metálicos.
No forjamento a quente convencional, as deformações são provocadas por pares de matrizes robustas, sendo que, na grande maioria dos processos, apenas uma matriz se desloca verticalmente ou no máximo duas, como no caso dos martelos de contra-golpe. Porém, os preços cada vez mais elevados das matérias-primas e a busca por menores tempos de processamento exigem concepções inovadoras como as associadas à tecnologia de forjamento de precisão, que se baseia na fabricação de produtos acabados e semiacabados, conhecidos no idioma inglês como Net Shape e Near Net Shape Forming.
Essas tecnologias inovadoras têm desempenhado um papel importante na redução de custos de produção e na melhoria da qualidade dos produtos e, por isso, vêm sendo amplamente utilizadas na indústria automobilística.
O FORJAMENTO INCREMENTAL
Entre os processos inovadores, destacam-se aqueles em que as deformações ocorrem de forma incremental, como acontece na laminação de anéis, no forjamento orbital e no forjamento com múltiplas ferramentas acionadas verticalmente pelo martelo de uma prensa.
Um exemplo de processo incremental inovador que vem sendo desenvolvido recentemente é o forjamento multidirecional, que tem por objetivo a obtenção de produtos com detalhes geométricos, como cantos vivos e arestas arredondadas, sem a necessidade de muitas etapas de processamento e com a redução do desperdício de matéria- -prima que ocorrem no processo convencional. No processo multidirecional, o tarugo pode ser conformado em várias direções, em uma única etapa, o que permite um maior grau de deformação, bem como a redução do tempo total de conformação, além de possibilitar um melhor controle do escoamento do material.
Entre as vantagens desse processo, podem-se citar a redução da carga aplicada e da energia necessárias para obter um determinado nível de deformação equivalente, além de maiores deformações possíveis e, consequentemente, a obtenção de melhores propriedades mecânicas no produto final.


Um outro exemplo de forjamento multidirecional é mostrado na Figura 2 obtida a partir do trabalho de Behrens et al. [2], que estudaram o forjamento de virabrequins para motores de dois cilindros usando ferramentas de forjamento multidirecional e operações de forjamento de precisão e mostraram que esta tecnologia reduz significativamente as etapas de produção e diminui a quantidade de matéria-prima e de energia necessárias pelo controle do escoamento do material.
A produção de virabrequins pelo forjamento convencional, por exemplo, envolve muitos estágios. No primeiro estágio, obtém-se a pré-forma por processos como a laminação transversal com cunha (do inglês cross-wedgerolling) ou pela laminação (rollforging), seguida pelo forjamento bruto, pelo forjamento de acabamento e, finalmente, pela rebarbação. Além do desperdício de matéria-prima, de tempo e energia por causa das tensões impostas pelo processo e pelo número de estágios, alguns defeitos podem ser formados.
No forjamento convencional também se faz necessária a utilização de material em excesso para garantir o preenchimento completo das cavidades das matrizes, o que resulta na formação de rebarba em torno da peça forjada e que, na fabricação de peças complexas como virabrequins e bielas, pode gerar um desperdício de matéria-prima superior a 50%.
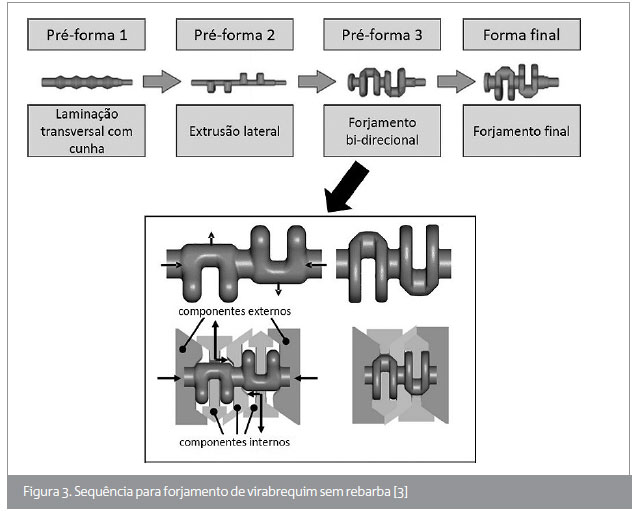
Uma solução interessante para minimizar o material perdido na formação da bacia de rebarba é proposta por Meyer et al. [3] que apresentam uma sequência inovadora para a produção de virabrequins sem rebarba (Figura 3). Essa produção se inicia por uma operação de laminação transversal com ferramentas em cunha, na qual obtém-se uma pré-forma, que em seguida é modificada por uma etapa de extrusão lateral, definindo as posições dos moentes e contrapesos.

Outra solução que utiliza o forjamento incremental é apresentada por Langner et al. [4] que propõem uma sequência de operações de forjamento utilizando ferramentas inovadoras para reduzir a formação de rebarba na produção de virabrequins (Figura 4). A sequência consiste de três operações para obtenção de pré-formas: uma de aquecimento por indução, seguida pelo forjamento multidirecional e pelo forjamento final de calibração.
A diferença nesta sequência de forjamento em relação à apresentada por Behrens et al. (2009) é o uso de uma matriz de forjamento convencional para o acabamento da peça.
Como se pode notar, as operações de pré-forma são responsáveis pela distribuição da massa para regiões adequadas. Nestas etapas não ocorre a formação de rebarba. Além disso, as cavidades das matrizes não são completamente preenchidas para evitar a sobrecarga e, consequentemente, o desgaste prematuro das matrizes.
Nesse processo inovador, que está sendo testado na produção industrial, a proporção de rebarba gerada no processo convencional pode ser reduzida de 54% para 10% graças à melhor distribuição da massa nas etapas de pré-forma da nova sequência de forjamento. Devido a essa redução, o peso inicial do tarugo pode ser diminuído de 10,8 kg para 8 kg. A diminuição do peso do tarugo permite uma redução significativa no consumo inicial de energia do processo de aquecimento por indução. Mesmo com o reaquecimento da pré-forma antes do forjamento multidirecional, o consumo de energia do novo processo desenvolvido é diminuído cerca de 24%, o que equivale a 1,34 kWh por peça.
O Laboratório de Conformação Mecânica da Unicamp, em Campinas, tem desenvolvido projetos de pesquisa relacionados ao forjamento incremental desde 2013, quando se iniciaram os estudos para a produção pelo forjamento a quente multidirecional sem rebarba de bielas automotivas de aço microligado DIN 38MnSiVS5.
Nesse processo, tem-se utilizado um tarugo de seção retangular com a finalidade de obter o produto final com o mínimo de etapas a partir de um tarugo de formato simples, consequentemente mais barato, visando a redução do tempo e dos custos de fabricação.

Esse processo consiste no deslocamento de quatro ferramentas no plano horizontal sobre a superfície da matriz inferior (em verde na Figura 5-a). Cada ferramenta horizontal é movida por um atuador hidráulico e quando essas ferramentas são fechadas, define-se uma geometria adequada para a obtenção da biela sem rebarba e elimina-se a necessidade de uma etapa prévia para obter as pré-formas como ocorre no forjamento convencional.
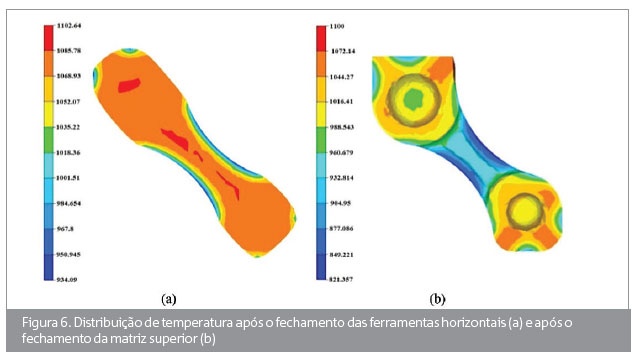
Após o fechamento das matrizes horizontais, a matriz superior desloca-se no sentido vertical (Figura 5-b) finalizando o processo e a biela é produzida em apenas uma etapa, obtendo-se a geometria e as dimensões finais desejadas, sem a necessidade de processos posteriores de rebarbação e calibração. A Figura 6 apresenta a geometria e a distribuição de temperatura após o movimento das ferramentas horizontais (a) e da matriz superior (b).
CONSIDERAÇÕES FINAIS
Os processos por deformação incremental têm se mostrado uma excelente alternativa para a melhoria da produção nas indústrias do setor metalmecânico, pois possibilitam a obtenção de produtos de elevada qualidade superficial, geométrica e dimensional, com redução significativa da matéria-prima e da energia utilizadas na fabricação.
O forjamento multidirecional é um dos exemplos de como a deformação incremental pode ser útil no forjamento a quente de precisão. No exterior, algumas empresas já vêm testando sua aplicação no chão de fábrica com excelentes resultados, o que permite prever uma importante expansão de sua utilização nos próximos anos, seja na produção de virabrequins, bielas ou de outros componentes metálicos de geometria complexa e de difícil fabricação. M&F
Referências consultadas
[1] Grosman, F., Madej, Ł.,Ziołkiewicz, S.,Nowak, J. Experimental and numerical investigation on development of new incremental forming process. Journal of Materials Processing Technology, V. 212, p. 2200-2209, 2012.
[2] Behrens, B-A.,Nickel, R.,Muller, S. Flashless precision forging of a two-cylinder crankshaft. Production Engineering Research and Development, V. 3, p. 381–389, 2009.
[3] Meyer, M., Stonis, M., Behrens, B-A.,Cross wedge rolling and bi-directional forging of preforms for crankshafts, Production Engineering, V. 9, 1, pp 61-71, 2015.
[4] Langner, J.,Stonis, M.,Behrens, B.-A. Innovative Tool Concepts and Experimental Trials of a Flash Reduced Forging of Crankshafts. Applied Mechanics and Materials, V. 736, p. 158-164, 2015.
Você precisa fazer o login para publicar um comentário.
There are no comments
Add yours